
- Як вибрати диски для циркулярної і пили торцювання
- Як заточити диск своїми руками
- Види полотен для сабельной пилки
Допоможіть розробці сайту, ділитися статтею з друзями!
Пильний диск є невід'ємним елементом будь-якої електропили. Він встановлюється як на ручні ріжучі інструменти, так і на стаціонарне обладнання. Існує безліч типів дисків, що відрізняються за формою ріжучих зубів, розі їх заточування, діаметру і матеріалу, з якого вони виготовлені. Від правильного вибору оснастки під певний тип матеріалу залежить продуктивність інструменту, якість пропилу, а також безпеку оператора.
Як вибрати диски для циркулярної і пили торцювання
Слід знати, що змінюючи на електропили тип диска, можна обробляти такі матеріали:
- деревину м'яких і твердих порід;
- матеріали на основі деревини (ДВП, МДФ, ЛДСП, OSB, фанеру, підлоговий ламінат і т.д.);
- природний і штучний камінь;
- кольорові метали;
- вироби з пластика;
- вироби з металу (профнастил, труби, металевий профіль, арматура і т.д.).
Кожному ріжучого інструменту властиві певні характеристики, які слід враховувати перед використанням.
Зовнішній діаметр
Діаметр встановлюваного ріжучого інструменту не може бути більше внутрішнього діаметра захисного кожуха. У різних моделях агрегатів кожухи можуть мати як маленькі, так і великі розміри. Диск великого діаметру не вийде встановити під кожух з меншим внутрішнім діаметром. У той же час, ви зможете встановити маленький диск під великий кожух, але при цьому значно знизиться безпеку використання агрегату.
Від зовнішнього діаметра оснастки залежить глибина пропила. Але слід враховувати таку закономірність: чим більше оснащення занурюється в заготовку, тим більше навантаження припадає на електродвигун апарату.
Діаметри дисків для ручної циркулярної пилки можуть перебувати в межах 130-250 мм.
посадковий діаметр
Дуже важливо, щоб діаметр вала агрегату і посадочне місце диска відповідали один одному. Деякі типи оснащення для пиляння мають додаткові отвори для жорсткої фіксації на штифтах. Оснащення, як правило, має посадочні місця наступних розмірів: 16, 20, 22, 30 і 32 мм.
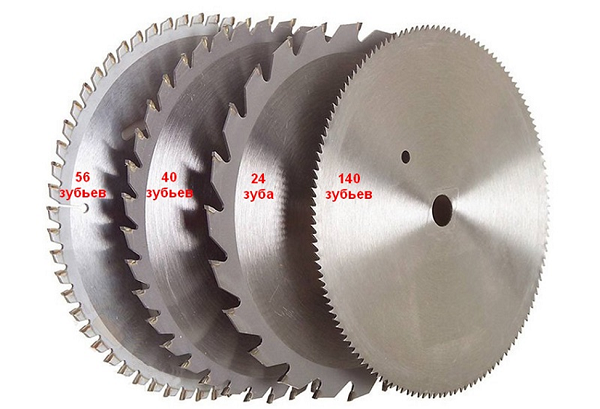
кількість зубів
Даний параметр впливає на чистоту обробки матеріалу і на продуктивність. Чим менше зубів має оснащення, тим швидше пиляється заготівля завдяки кращому відводу стружки. Але зменшення кількості різців призводить до зниження якості пропила. Збільшення кількості зубів, відповідно, покращує якість різу. Але варто знати, що чим більше зубів має оснащення, тим більше навантаження випробовує електромотор апарату. Умовно, оснащення для дискових електропила розбивається на 3 групи:
- від 80 і більше різців - велика кількість;
- від 40 до 80 різців - середня кількість;
- від 10 до 40 зубів - мала кількість.
Для кожного конкретного завдання підбирається оснащення з необхідною кількістю ріжучих елементів:
- максимальну кількість зубів потрібно для пиляння деревини поперек волокон;
- для пиляння уздовж волокон деревини краще використовувати інструмент з невеликою кількістю різців (до 60).
нахил зубів
Оснащення для ручних або стаціонарних ціркулярок має відмінність по куту нахилу зубців. Він буває як негативним, так і позитивним по відношенню до радіусу диска.
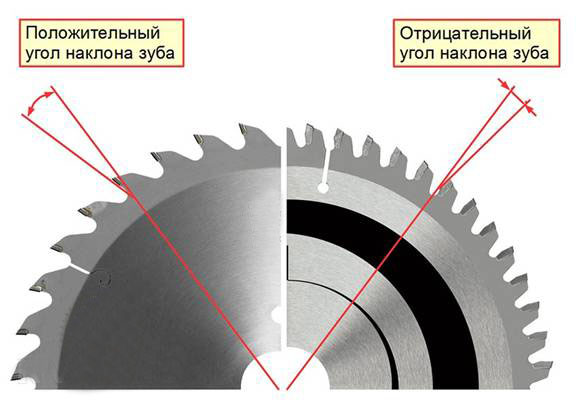
Кути нахилу різців можуть мати наступні значення;
- кути від 5 до 15 ° вважаються стандартними;
- кути від 15 до 20 ° називають агресивними (позитивними);
- кути від 0 ° до -5 ° називають звичайними (негативними).
Для пили торцювання прийнято використовувати диски з нульовим або від'ємним нахилом різців. Це пояснюється тим, що робоча частина оснащення входить в заготовку по іншій траєкторії, ніж циркульна пила, встановлена на ручному інструменті або на верстаті. Диск з нульовим або від'ємним нахилом різців як би тисне на заготівлю зверху і сцарапивает матеріал. При цьому заготовка залишається нерухомою, впираючись в обмежувач, який не дає диску відштовхнути її.

Якщо встановити подібний диск на циркулярку, то зробити поздовжній пропил буде досить складно. Пила почне відштовхувати заготовку, ріжучі елементи заб'ються тирсою, і виникне перевантаження двигуна агрегату.
Особливо небезпечна установка оснащення з негативним кутом нахилу різців на ручні циркулярні пилки, оскільки через зворотній віддачі буде складно утримати інструмент в руках.
Для дискових електропила розумніше використовувати оснастку з позитивним кутом нахилу зубів. Різці в даному випадку, перебуваючи до поверхні заготовки під певним кутом, будуть врізатися в неї подібно рубанки, затягуючи оброблювану деталь під себе.
конфігурація різців
Про призначення того чи іншого диска можна дізнатися, виходячи з конфігурації різців.
- Прямо заточені зубці дозволяють пиляти деревину швидко, але при цьому брудно.
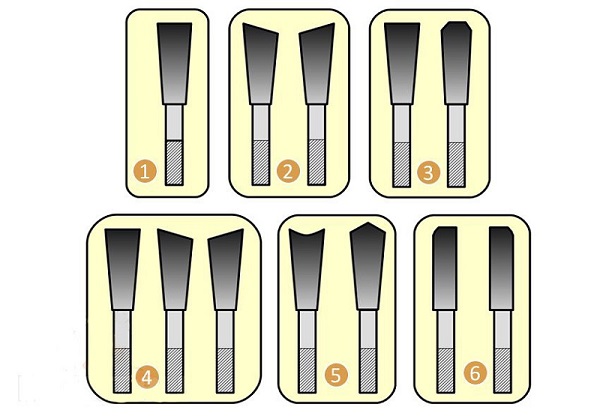
- Зубці, що мають попеременний скіс в різні боки, дозволяють пиляти деревину в різних напрямках, але не виносять ударних навантажень.
- Комбінація трапецієподібних і плоских зубів дозволяє уникнути утворення відколів на верхніх шарах матеріалу, наприклад, при різанні деревно-стружкових плит і пластику.
- Комбінація зубів з трьома видами заточування підвищує швидкість пиляння і забезпечує хорошу чистоту крайок при розпилюванні як м'яких, так і твердих матеріалів.
- Чергування трикутних зубців і зубів з увігнутою різальною кромкою дозволяє кроїти ламінат, не використовуючи попередню насічку.
- Зубці, що мають сточені фаски і широкі спинки, можуть витримати влучення цементу і цвяхів на лінії розпилу.
Ріжучий диск по металу для циркульній пилки має трохи іншу конфігурацію зубів.

Завдяки такій геометрії різців і матеріалу, з яких вони зроблені (керамометалліческіе напайки), підвищується продуктивність інструменту, знижується вібрація, і процес різання металу відбувається без утворення іскор.
товщина диска
Від товщини оснастки залежить ширина пропила. Стандартна товщина пилкового диска становить 3, 2 мм. Її важливо враховувати при виробництві корпусних меблів, наприклад, коли складається карта розкрою листового матеріалу. Крім усього, від товщини диска залежить його міцність. Тонка оснащення швидко перегрівається при важких режимах роботи. Оснащення великої товщини відрізняється міцністю, але переробляє велику кількість матеріалу в стружку.
Тип диска
Пильні диски бувають монолітними і твердосплавними. При виготовленні монолітних дисків використовується пластина з суцільного металу, матеріалом для якої служить високовуглецева або швидкоріжуча сталь. Дані диски добре підходять для пиляння полімерів і деревини. До плюсів монолітних дисків можна віднести наступне:
- невисока вартість;
- простота заточування різців (можна заточувати самостійно, без використання складного обладнання);
- можливість багаторазового заточення, завдяки чому підвищується ресурс роботи інструменту.
Матеріалом полотна для твердосплавних дисків служить інструментальна сталь. Але самі зуби оснащення посилюються напайкою з твердосплавного матеріалу. Таке рішення надає ріжучого інструменту ряд переваг:
- чистий рез;
- не потрібен розлучення зубів;
- можлива різка твердих матеріалів;
- після заточування різці мають більший термін служби, ніж зуби зі швидкорізальної сталі;
- висока швидкість пиляння;
- надійність в роботі;
- широкий асортимент, що дозволяє гнучко підбирати оснастку під різні види робіт.
Але твердосплавні диски мають і недоліки. Можна відзначити високу вартість і те, що заточування проводиться тільки на спеціальних верстатах.
конструкція диска
При виборі оснащення для циркульних пив слід брати до уваги якість виробу, про який можна дізнатися, уважно оглянувши диск. Хороші пильні диски по дереву вирізаються лазером з листової сталі, після чого ретельно балансуються і шліфуються. Ознаки проведених операцій над диском можна помітити, якщо подивитися на його поверхню на світлі. Там буде видно радіальні сліди, залишені шліфувальним верстатом, які розходяться по всьому полотну, починаючи від посадкового отвору. Бюджетні пили таких слідів не мають, що говорить про відсутність балансування.
Також заслуговує на увагу і якість шліфування. Тіло диска повинно бути не шорстким, а мати гладку поверхню. На погано відшліфовану оснащення будуть налипає смоли, що містяться в деревині, і ускладнювати процес пиляння.
Щоб компенсувати розширення металу при нагріванні, а також знизити шум і погасити вібрацію диска, на його площині робляться радіальні прорізи.

На дорожчий оснащенні за допомогою лазера проробляються тонкі спіралеподібні прорізи, а на поверхню диска наноситься захисний шар.

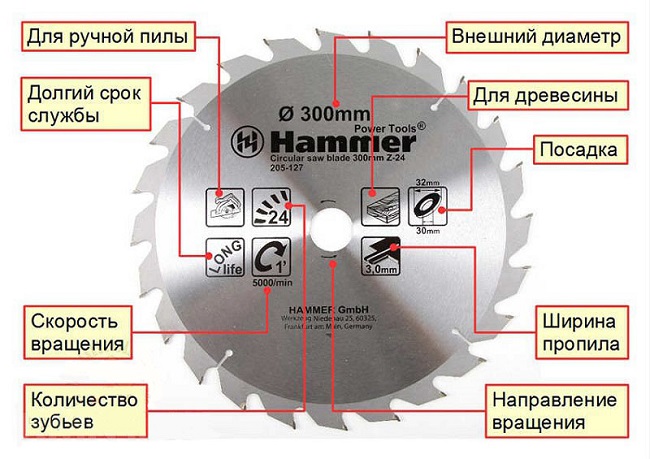
Якісний диск для циркулярної пилки не маркується фарбою, всі написи на його поверхні наносяться лазерним гравером. З маркування можна дізнатися багато інформації. Яку саме, показано на наступному малюнку.
Як заточити диск своїми руками
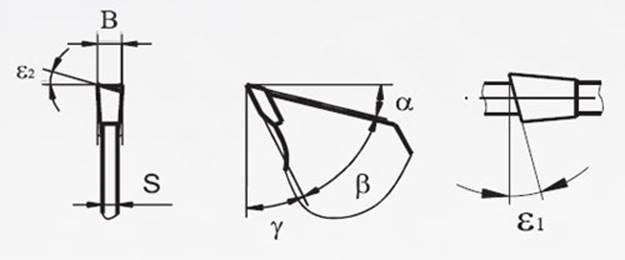
Щоб заточити дискову пилу, беруть до уваги чотири основних кута:
- α - задній кут;
- γ - передній кут;
- β - кут загострення, задається задніми і передніми кутами (β = 90 ° -γ-α);
- Ɛ1 і Ɛ2 - кути скоса, як передніх, так і задніх площин.
Кут заточування інструменту підбирається за типом матеріалу, який потрібно буде обробляти, і по напрямку різу, що дуже важливо при розпилюванні деревини. Для проведення розпилів уздовж волокон деревини оснащення повинна мати зуби з досить великим переднім кутом (від 15 ° до 25 °). Для пиляння поперек волокон потрібно передній кут (γ) від 5 ° до 10 °. На універсальних пилах, що дозволяють робити розпили як уздовж волокон деревини, так і поперек, передній кут різця має середнє значення, що дорівнює 15 °.
Негативне значення переднього кута використовують для інструменту, яким належить різати пластик, кольорові метали і торцевать дерев'яні заготовки.
Крім усього, на кут заточування впливає і твердість матеріалу. Загострення зуба (β) потрібно обов'язково зменшити перед пилянням твердих матеріалів.
Правила заточки
Найчастіше, твердосплавна напайка зношується по своїй верхній кромці. Вона з часом сточується і округляється приблизно на 0, 1-0, 3 мм. Також зношується і передня грань різця. Не слід допускати сильного затуплення ріжучих елементів, оскільки для вирівнювання крайок доведеться сточувати більшу кількість матеріалу з різця. Про те, що оснащення пора заточувати, можна визначити по виду крайок різців і за якістю пропила: залишаються рвані краї з великою кількістю відколів.
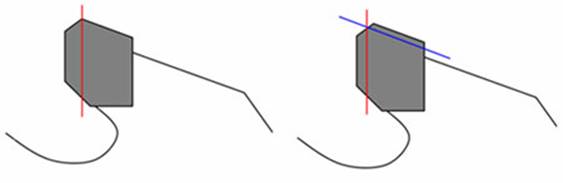
При правильному проведенні заточних заходів з'являється можливість заточувати різці близько 25-30 разів. При цьому буде забезпечуватися необхідна гострота ріжучої кромки. Щоб домогтися таких результатів і значно продовжити термін служби оснастки, рекомендується проводити заточку зуба по задній і передній площинах. Звичайно ж, можна сточувати і одну площину зуба пилки, але кількість спроб при цьому зменшиться в 2 рази. На малюнку нижче показано, як впливає на кількість заточек сточування зуба по одній і обом площинам.
Заточуючи різці оснащення, рекомендується останній прохід абразивом робити по задній площині зуба. В середньому, величина сточування металу зуба повинна знаходитися в межах 0, 05 - 0, 15 мм.
Перед початком процедури заточування необхідно видалити всі забруднення з пилкового диска і дізнатися значення кутів заточки, які зазвичай вказуються на оснащенні.
Заточення диска в домашніх умовах
Диски для пилок зазвичай заточуються на спеціальному верстаті. Купувати аналогічний верстат для будинку не має сенсу, якщо ви не збираєтеся відкрити бізнес із заточування оснащення для ціркулярок.
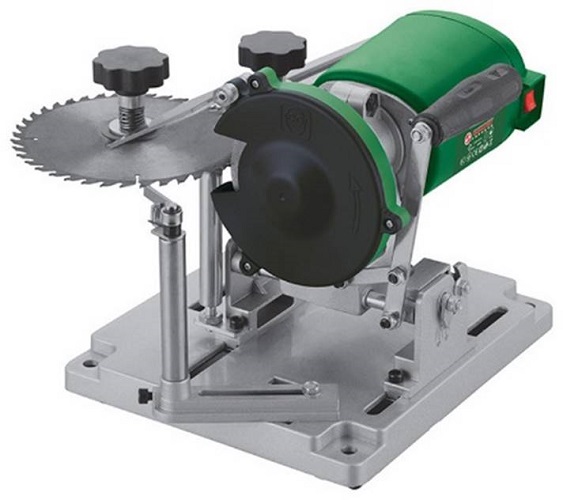
Але як заточити дискову пилу без професійного обладнання? Щоб нагострити пильний диск своїми руками, буде потрібно наявність:
- точильного настільного верстата (можна для цих цілей пристосувати болгарку);
- абразивного круга (краще, якщо це буде алмазний тарілчастий диск для заточування);
- простого пристосування, яке можна зробити з обрізків ДСП.
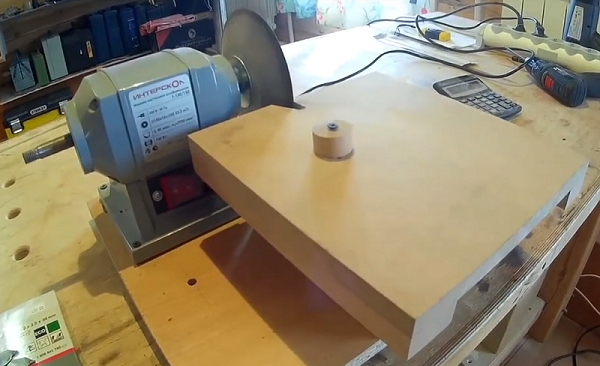
Остання пріспособа є столик, що складається з рухливою верхньою каретки і нерухомого підстави. На наступному фото показано підставу без каретки.
Щоб каретка рухалася правильно, в горизонтальній площині, по її краях можна закріпити планки або встановити її на меблеві телескопічні напрямні. Далі, в певному місці каретки (знаходиться експериментальним шляхом) встановлюється шайба діаметром, відповідним посадкового отвору оснастки.

На цю шайбу одягається пильний диск і разом з кареткою підсувається до алмазному колі.

Для рівномірної заточування можна між двома зубами (зліва і праворуч від точильного кола) вкрутити по саморізи, які будуть служити одночасно і упором, і обмежувачем.
Після редагування першого різця (рекомендується намітити маркером) каретка відсувається від алмазного круга, диск переставляється на один зуб за упорів, і заточка циркулярної пилки триває.
Якщо потрібно сточити зуби під кутом, то можна під столик з одного боку підкласти тонку планку відповідної товщини і зробити заточку через один зуб. Далі, планка підкладається під іншу сторону столика, і операція повторюється по які сточеним різцям.
Види полотен для сабельной пилки
Ріжучим інструментом сабельной пилки є полотно, що представляє собою пластину, виготовлену зі спеціальних високоміцних сплавів, що має з одного боку ріжучі зуби. За допомогою полотен різних видів можна робити пропили без зазубрин і задирок з максимальною точністю.
За формою зубів
Від форми і розміру зубів полотна залежить чистота пропилу і швидкість різання. Також для обробки певних видів матеріалів розроблена спеціальна форма різців. Отже, полотна для шабельних пив можуть мати такі форми зубів.
- М-образна форма зубів. Полотно має фрезеровані різці, що дозволяють пиляти матеріал як на прямому, так і на зворотному ходу. Оснащення застосовується для порізки чорного та кольорового металу, нержавіючої сталі, деревини, особливо якщо в ній є частки металу, а також різних видів пластмас.

- Гострі, фрезеровані, зі змінним кроком зуби. Полотно має розведені різці і застосовується для прямого різу будь-яких сортів деревини, в тому числі і з металевими частинками.

- Фрезеровані різці з хвилястою розводкою. Оснащення застосовується для різання металу до 2, 5 мм і будь-яких порід деревини з металевими вкрапленнями.

- М-образні, похилі, що мають змінний крок. Це універсальна і високопродуктивна оснащення з розведеними зубами. Призначається для різання всіх сортів деревини з металевими вкрапленнями і для різання металу до 2, 5 мм.

- Дрібні, фрезеровані, розведені різці. Полотно використовують для прямого різу металевих виробів товщиною не більше 1, 5 мм.

Крім усього, полотна розрізняються за матеріалом, з якого вони зроблені, про що говорить маркування, нанесена на будь-якому вигляді оснащення.
маркування полотен
Пили для шабельних пив робляться з наступних матеріалів.
- HCS. Дана маркування позначає, що основою інструменту є високовуглецева сталь. Пили призначені для різання деревини і виробів на її основі, а також пластика і гуми.

- HSS - це інструментальна швидкоріжуча сталь. З її допомогою можна працювати з кольорових металів, а також різати листовий та профільний метал.

- BIM - це біметалічний сплав, який є комбінацією міцних і гнучких сталей HSS і HCS. Дані полотна мають тривалий термін служби і застосовуються для різання газобетону, а також розпилювання дощок з цвяхами.

- HM / CT - це твердосплавная оснащення. Пили використовують для різання пористих і абразивних матеріалів: конструкцій з бетону, склопластику і скловолокна, газобетону і черепиці.

- CV - це хром-ванадієвий сплав. Оснащення, виготовлена з нього, відрізняється підвищеною зносостійкістю і застосовується для робіт по пластику і деревині будь-яких порід.

критерії вибору
Вибираючи полотно для агрегату шабельного типу, необхідно в першу чергу звернути увагу на хвостовик оснастки. Кріплення полотен можуть бути як універсальними, придатними для більшості моделей агрегатів, так і призначені тільки для однієї марки шабельних пив.
Також велике значення має розмір зубів. Великі зуби дають високу швидкість різання, але не можуть забезпечити хорошої якості пропила. Тому, щоб отримати акуратний рез, використовується оснащення з дрібним зубом.
Різці полотен апаратів шабельного типу можуть бути шліфованими або фрезерованими. Оснащення, що має шліфовані різці, застосовують для різання м'яких матеріалів. Щоб впоратися з металом або твердими породами деревини, використовують пилки з фрезерованими різцями.
Полотна, що мають розведені зубці, відрізняються високою продуктивністю, а оснащення з хвилястими різцями обробляє деталь більш якісно.