

- Установка та підключення агрегату
- Підключення зварювальних кабелів
- Налаштування апарата
- Заходи безпеки при роботі
- Вибір полярності
- Вибір зварювального струму
- Що таке зварювальна ванна
- Процес зварювання з використанням інвертора
- Що таке дуговий проміжок
- Зварювання тонкого металу
- Що потрібно знати початківцям зварювальникам
Допоможіть розробці сайту, ділитися статтею з друзями!
Зварювальне обладнання на сьогоднішній день представлено безліччю різновидів. Але найбільшу популярність серед домашніх майстрів набули інверторні апарати в силу своєї компактності та універсальності. Зварювальний інвертор є обладнанням, що дозволяє майстру виконувати різноманітні зварювальні роботи. Але щоб проводити їх якісно, недостатньо мати дорогий агрегат, потрібно ще й навчитися користуватися зварювальним апаратом.
Установка та підключення агрегату
Щоб ефективно та безпечно використовувати інвертор, перш за все, необхідно правильно підготувати його до роботи. Цей процес проводиться у кілька етапів. Перше завдання – це встановлення та підключення агрегату. Встановлення інвертора має виконуватися за певними правилами:
- агрегат потрібно розміщувати так, щоб він знаходився на відстані не менше 2 м від стін або будь-яких предметів;
- апарат повинен бути обов'язково заземлений;
- місце зварювання потрібно вибирати так, щоб воно було далеко від займистих предметів;
- варити рекомендується або на вільному майданчику, або на столі з металу.
Підключити інвертор можна як до побутової мережі (220 В), так і до мережі з напругою 380 В, яка зазвичай використовується на виробництві. Якщо передбачається використовувати агрегат далеко від електричних мереж, його можна підключити до генератора, дизельному чи бензиновому.
Підключення до електромережі
Підключення зварювального апарату до побутової електромережі нерідко викликає проблеми. Причиною їх виникнення може бути стара проводка або недостатній діаметр проводів. Зазвичай проводка розрахована струм до 16 А.А оскільки всі включені прилади в будинку можуть перевищити це значення, з метою безпеки встановлюються автоматичні вимикачі (автомати). Тому при підключенні необхідно знати потужність зварювального апарату, щоб він не викликав спрацювання автомата.

Підключення інвертора до побутової мережі
Також слід звернути увагу на просідання мережі. Якщо при включенні інвертора ви помітите зниження напруги в електромережі, це говорить про недостатньому перерізі проводів. У разі необхідно виміряти, до яких значень знижується напруга. Якщо воно падає до значень нижче за мінімальні, з якими може працювати інвертор (вказано в інструкції), то підключати апарат до такої мережі не можна.
Використання подовжувача
Мережевий кабель, приєднаний до інвертора, відповідає всім вимогам по потужності та не викликає проблем під час підключення. Але якщо його довжини не вистачає, то слід підбирати подовжувач з перетином дроту не менше 2,5 мм і довжиною не більше 20 метрів.Таких параметрів подовжувача буде достатньо, щоб інвертор міг працювати зі струмом до 150 А.
Слід пам'ятати, що при підключенні апарата до мережі через перенесення її частину не слід тримати змотанною, оскільки при включенні агрегату вона перетвориться на котушку індуктивності. В результаті провідники перегріються, і подовжувач вийде з ладу.

Підключення до генератора
У випадках, коли немає можливості підключити апарат до електромережі, можна під'єднати його до генератора, що працює або на бензині або на дизельному паливі. Найбільшого поширення набули бензинові електростанції. Але для підключення зварювальних апаратів підходять не всі з них. Щоб інвертор міг ефективно працювати, генератор повинен мати потужність не менше 5 кіловат та видавати стабільну напругу на виході. Перепади в напрузі можуть вивести зварювальник з ладу.
Також слід враховувати, з яким діаметром електрода ви працюватимете. Наприклад, якщо електрод матиме діаметр 3 мм, потрібно робочий струм близько 120 А з напругою дуги 40 В. Якщо розрахувати потужність зварювального інвертора (120 х 40=4800), то отримаємо значення 4,8 кВт. Оскільки це буде споживана потужність, то електростанція, здатна видавати лише 5 кВт, працюватиме межі своїх можливостей, що значно знизить її термін служби. Тому генератор потрібно вибирати з деяким запасом за потужністю приблизно на 20-30% вище тієї, яку споживає інвертор.

Підключення зварювальних кабелів
На передній панелі інвертора розташовані 2 клеми, біля яких є маркування у вигляді знаків “+” та “-”. До цих клем приєднуються зварювальні кабелі, один з яких на кінці має металевий затискач (прищіпку), а другий - тримач для електрода.І той і інший кабель може підключатися до обох клем, залежно від способу зварювання, про що буде говорити далі. Після підключення кабелів до апарату один з них, що має прищіпку, приєднується до зварювального столу або заготовки.
У деяких випадках стандартної довжини кабелів може не вистачати, наприклад, під час роботи на висоті. У таких ситуаціях постає питання: чи можна подовжити зварювальний кабель? Професіонали не радять цього робити, особливо якщо це стосується інверторного апарату. Пояснити цей факт можна тим, що кожен кабель має певні характеристики опору. Тому неминучі "витік" напруги і сили струму по всій його довжині. Отже, що більше довжина кабелю, то сильніше просідає напругу.
Якщо спробувати компенсувати втрати напруги та сили струму додаванням значень на панелі агрегату, то цей захід, швидше за все, виведе електроніку інвертора з ладу. Виходить, що простіше піднести апарат ближче до робочого місця зварювальника, ніж витратити чималу суму на ремонт агрегату після подовження кабелів.

Налаштування апарата
Від того, чи коректно здійснено налаштування зварювального інвертора, залежить якість зварювальних робіт, особливо це стосується правильного вибору електродів. Також слід враховувати:
- глибину зварювального шва;
- розташування шва в просторі (вертикальне або горизонтальне);
- марку або тип металу, що зварюється;
- товщину металу і т.д.
Слід знати, що під кожен тип металу випускаються відповідні електроди. З інверторами можна використовувати електроди діаметром 5 мм. Але під кожну товщину оснастки необхідно підбирати відповідну силу зварювального струму. Щоб правильно налаштувати зварювальний апарат, можна скористатися таблицею, наведеною нижче.
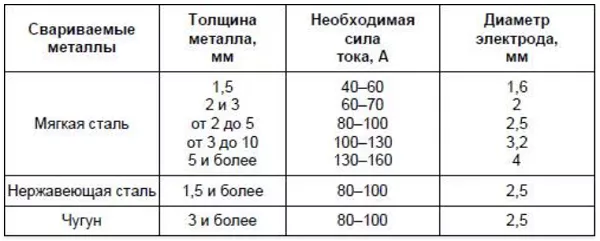
Наприклад, якщо вам належить варити інвертором м'яку сталь завтовшки 5 мм, то слід підібрати електрод 3 мм, а на апараті виставити силу струму, що дорівнює 100 А. Після пробного зварювання силу струму можна підкоригувати, тобто зменшити або збільшити.
Заходи безпеки при роботі
Встановлені правила безпеки, можна сказати, написані кров'ю постраждалих, і тому нехтувати ними суворо забороняється. Від їхнього дотримання залежить здоров'я і життя не тільки оператора зварювального обладнання, а й людей, що його оточують. Отже, до правил безпеки можна віднести наступне.
- Перед початком роботи слід перевірити цілісність ізоляції на всіх проводах та кабелях, приєднаних до апарату. Також необхідно перевірити справність обладнання, а саме переконатися, що напруга холостого ходу дорівнює нулю. В даному випадку має бути справна система, що відключає напругу на електроді, коли апарат простоює.
- Перед підключенням обладнання слід перевірити електричну мережу під навантаженням (виміряти діапазон просідання).
- Для захисту сітківки очей від ультрафіолетового випромінювання, що виникає при горінні зварювальної дуги, необхідно застосовувати захисну маску (щиток) або спеціальні окуляри. Нещодавно у продажу з'явилися зварювальні маски та окуляри зі склом “хамелеонами”, які автоматично затемняються при попаданні на них яскравого випромінювання. Окуляри або маску повинен одягати не тільки зварювальник, але і його помічник.

- Якщо зварювальні роботи проводяться в закритому приміщенні, то для захисту органів дихання та запобігання отруєнню шкідливими газами застосовують респіратори зі змінними картриджами або маски, через які примусово подається очищене повітря.
- Для захисту рук від бризок металу використовують спеціальні рукавички - краги зварювальника.

- Для захисту тіла використовують комбінезони, куртки та штани з вогнетривкої тканини.
- Для захисту ніг потрібно одягати високі черевики, щоб унеможливити попадання в них іскор металу. Черевики повинні прикриватися зверху штанами.

- Робоче місце має бути добре освітлене.
- Під ногами зварювальника повинен бути гумовий килимок або дерев'яний настил, що запобігає людині від удару струмом.
- Навколо робочого місця не повинно бути ніяких сторонніх предметів, через які можна спіткнутися.
- Поблизу робочого місця має бути пісок і вогнегасник для своєчасного гасіння вогнища займання.
- Заземлення зварювального апарату є обов'язковою умовою.
Якщо правила безпеки вже вивчені, то можна приступати до ознайомлення з тим, як правильно працювати електрозварюванням.
Вибір полярності
Не секрет, що процес плавлення металу відбувається через високу температуру електричної дуги, що виникає між матеріалом, що зварюється, і електродом. При цьому кабель з тримачем для електрода та кабель маси (з прищіпкою) під'єднані до різних клем апарату. Щоб правильно підключити кабелі, необхідно розуміти, в яких випадках вони міняються місцями.
При зварюванні інвертором або будь-яким іншим зварювальним агрегатом використовується пряма та зворотна полярність підключення кабелів до апарату. Прямою полярністю прийнято називати підключення, коли кабель з електродом приєднується до мінуса, а метал, що зварюється - до плюсу.
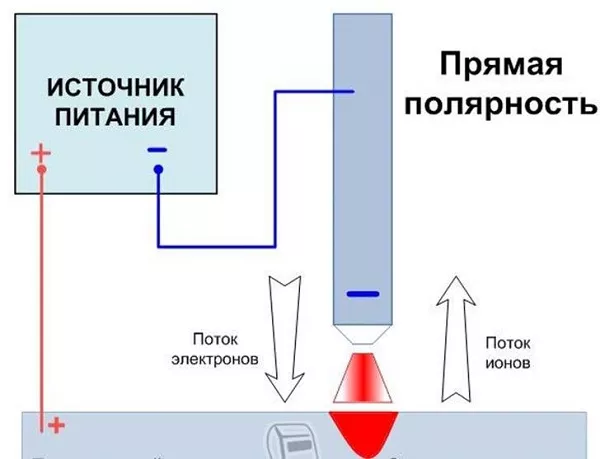
Такий спосіб підключення дозволяє металу добре прогріватися, через що шов виходить глибоким і якісним. Метод прямої полярності використовують при варінні товстих металевих виробів.
Зворотна полярність має на увазі підключення електродного кабелю до плюсу, а кабелю маси - до мінуса.

При такому підключенні метал прогрівається менше, а шов повчається ширшим. Зворотну полярність прийнято використовувати при варінні тонких металевих виробів, щоб унеможливити наскрізне пропалення деталі.
Вибір зварювального струму
Зварювальний струм вибирається з урахуванням товщини металу, що підлягає зварюванню, та діаметру присадки. Для простоти розрахунків можна використовувати таблицю, яка була наведена вище, у розділі, де йшлося про налаштування агрегату. Також при виборі оптимальної сили струму слід пам'ятати правило: чим вища сила струму, тим глибше виходить шов, і швидше можна переміщати електрод. Тому потрібно досягти ідеального співвідношення швидкості руху присадки і сили струму, щоб шов мав необхідну опуклість і глибину, достатню для хорошого зварювання кромок деталей.
Порада! Після підключення до апарату нових кабелів, що не перевищують рекомендовану довжину, потрібно виміряти зварювальний струм, щоб дізнатися його значення та при необхідності підкоригувати.Що таке зварювальна ванна
Зварювальний шов являє собою з'єднання, яке утворюється при нагріванні металу до розплавленого стану. Процес зварювання здійснюється за допомогою електрода, що складається з двох частин.
- Серцевина, що представляє металевий стрижень.
- Спеціальне покриття, яке запобігає попаданню кисню у зварювальну ванну. Всі електроди виготовляються з металів, що мають високу струмопровідність. Це необхідно для того, щоб електричний струм прямував саме до місця шва, що зварюється.
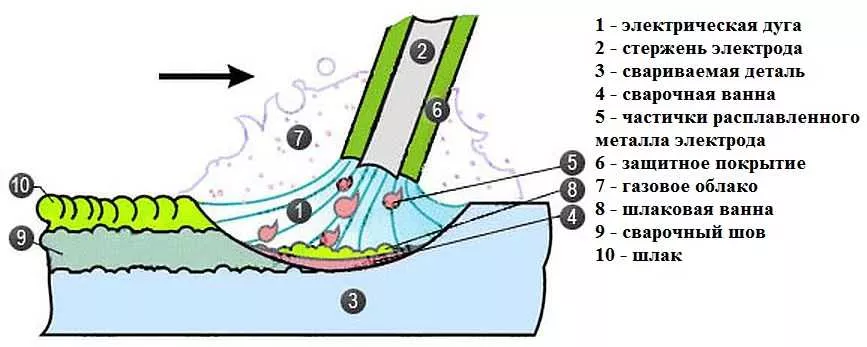
Хоча сам процес електричного зварювання досить складний, загалом його можна уявити так.
- Електрод контактує зі зварюваною поверхнею;
- Під впливом високих температур обмазка стрижня починає плавитися.
- Цей процес супроводжується виділенням газу, який обмежує попадання кисню до ділянки, що зварюється;
- Розплавлене покриття залишається на поверхні шва і захищає його від попадання кисню після завершення робіт. Такий розплавлений шар називається шлаком.
Саме зварювання металу - дуже складний процес. При його проведенні необхідно знати безліч тонкощів. Якість шва залежить від цілого ряду факторів. Один з них - обидві деталі, що зварюються, повинні бути рівномірно прогріті до однакової температури. Наплавлення металу має проходити так, щоб валик рівномірно розплавився у різні боки. Крім того, потрібно враховувати той факт, що електрод під час зварювання плавиться і дуга постійно переміщається у бік шва. Тому потрібно постійно трохи наближати його ближче до деталей. Виконання широкого шва має свої специфічні особливості. Для цього необхідно навчитися зварюванню колами або зигзагами.
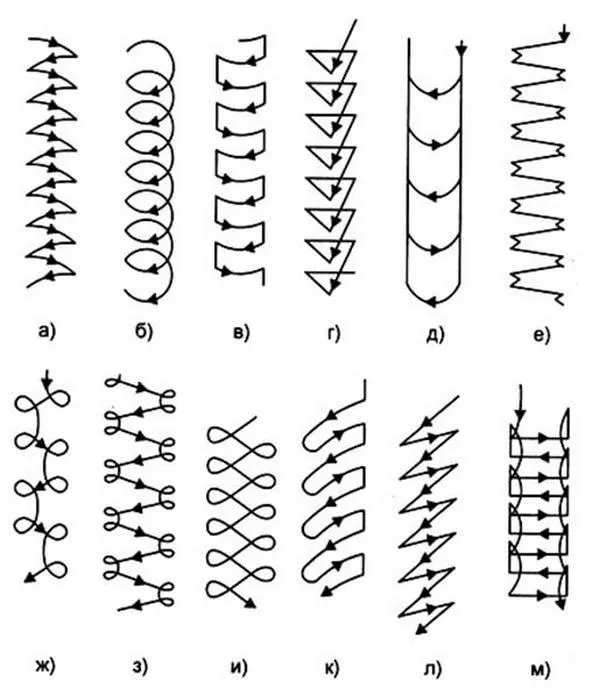
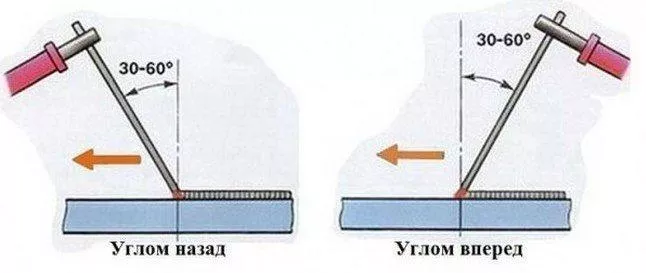
Варіанти переміщення електрода при зварюванні
Процес зварювання з використанням інвертора
Перед тим, як приступати до зварювальних робіт, необхідно провести підготовку деталей. Їх необхідно ретельно очистити від фарби, бруду та іржі. Після цього слід прибрати з кромок плями жиру або фарби за допомогою розчинника.
Перед початком зварювальних робіт необхідно відрегулювати силу струму. Можна спробувати виконати пробне зварювання. Якщо валик виходить розмитим, силу струму треба збільшити. Коли валик стає таким великим, що рухати електроутримувач стає складно, то струм зменшується.
Якщо для зварювання використовуються старі електроди, перед початком робіт їх необхідно просушити. Вони повинні перебувати протягом кількох годин при температурі близько 2000 градусів. Використовувати для цього можна спеціальні печі.
Запалити дугу можна такими способами:
- за допомогою методу, схожого на підпал сірників;
- кілька раз постукати кінцем електрода по металу, що зварюється.

Що таке дуговий проміжок
Дуговий проміжок відомий так само, як довжина дуги. Так називається зазор, який виходить між матеріалом, що зварюється і електродом. Досвідчені зварювальники стверджують, що для отримання якісного шва необхідно постійно підтримувати цей проміжок на постійному рівні. Існує три види дуги.
- Коротка дуга. Дуговий проміжок 1 мм, при якому метал нагрівається в невеликій зоні. Завдяки цьому зварний шов стає опуклим. Через це у місці з'єднання шва та виробу може утворитися дефект, відомий як підріз. Він є неглибокою канавкою, що йде вздовж самого шва. Підріз негативно впливає на якість і міцність шва.
- Довга дуга. Є дуже нестабільною та слабко захищеною від впливу повітря. Довга дуга недостатньо добре прогріває метал, внаслідок чого виходить не надто глибокий шов.
- Нормальна дуга. Якщо під час зварювання забезпечувати нормальний зазор, виходить якісний, добре проварений шов. Нормальним дуговим проміжком вважається зазор 2-3 мм.

Зварювання тонкого металу
У приватному будинку або на дачі зазвичай зварюються тонкі елементи. Виконувати роботу потрібно акуратно, тому що за недостатнього досвіду можна легко пропалити метал. Тому краще перед відповідальним зварюванням потренуватися на виробах більшої товщини. Після цього можна спробувати варити тонкий метал. При цьому слід керуватися наступними порадами.
- При зварюванні виробів необхідно налаштовувати мінімально рекомендовану силу струму.
- Варити потрібно кутом вперед.
- Проводити роботу потрібно на зворотній полярності.
- Щоб зменшити деформацію деталей при нагріванні, рекомендується закріпити їх лещатами або струбцинами.
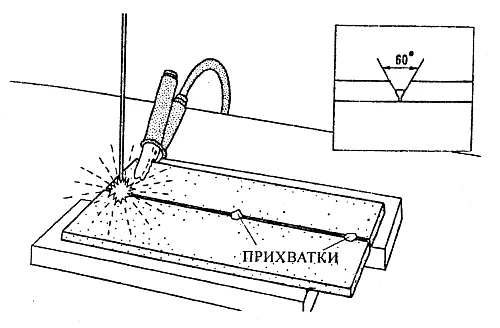
- Якщо стикуються елементи довжиною більше 50 мм, то спочатку необхідно виконати прихватки.
Що потрібно знати початківцям зварювальникам
Якщо досвіду у зварюванні практично немає, а виконати роботу потрібно, то необхідно запам'ятати такі нюанси.
- Шов вийде якісним, добре провареним, а на металі не з'явиться пропалів, якщо постійно стежити за ним. Тому рекомендується заздалегідь розташувати деталі, що зварюються так, щоб було зручно спостерігати за ходом зварювання.
- Найпростіший варіант - зварювання в нижньому положенні. Початківцям зварювальникам краще починати з нього. Потім можна переходити до кільцевих стиків, а після них вертикальних. Останні є найскладнішими у виконанні.
- Для зручності краще робити стики внахлест. Якщо ж варити стик у стик, можна випадково приваритися до столу, у якому лежать елементи.
- При появі дефектів під час роботи їх необхідно видалити. Для цього проблемна ділянка додатково проварюється або спочатку вибирається за допомогою болгарки, а потім наплавляється ще раз.
- Якщо доводиться зварювати товсті деталі, то для повного провару на кромках необхідно робити фаски. Зазор між кромками залежить від товщини елементів, але не повинен бути менше 0,5 мм.