
- Пристрій і принцип роботи напівавтомата
- Вибір електродного дроту
- Правила зварювання напівавтоматом
- Заходи безпеки при роботі
Допоможіть розробці сайту, ділитися статтею з друзями!
Затребуваність напівавтоматів для зварювання на ринку зварювального устаткування продовжує зростати з кожним роком. Це обумовлюється їх очевидними перевагами: доступна вартість, широкий діапазон режимів роботи, простота в настройці і експлуатації. Проте, починаючому майстрові не завжди під силу розібратися, як правильно користуватися напівавтоматом. Перше, що потрібно знати - це пристрій і принцип роботи агрегату, а також основні рекомендації по вибору дроту для зварювання.
Пристрій і принцип роботи напівавтомата
Основне призначення напівавтоматичного зварювального апарату - це дугова зварка із застосуванням плавиться електрода, який обдувається захисним газом. Апарат використовується для з'єднання низьколегованих і маловуглецевих сталей, як протяжними, так і переривчастими швами.

Дане обладнання призначене для роботи в закритих, добре вентильованих приміщеннях при температурі повітря від -10 ° С до + 40 ° С.
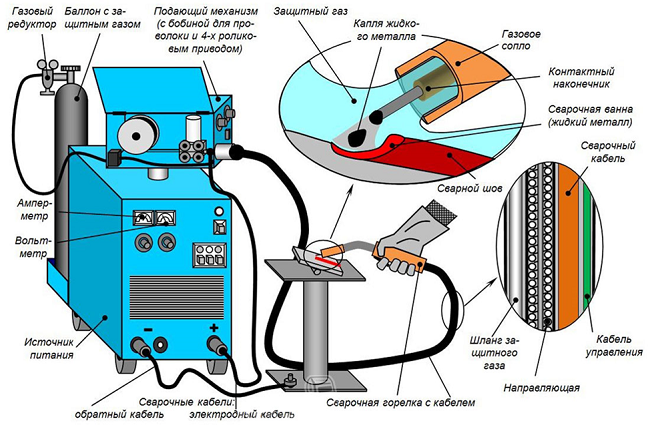
Складається напівавтомат з наступних елементів:
- основного блоку, який виробляє зварювальний струм необхідної величини;
- блоку подачі дроту;
- зварювального пальника з приєднаним кабелем, через який проходить силовий провід, газовий шланг, керуючий провід і спрямовуюча для дротяного електрода.
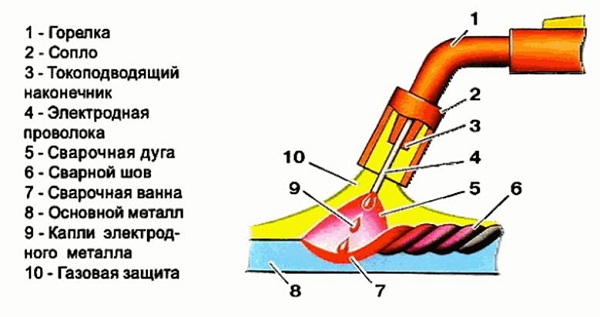
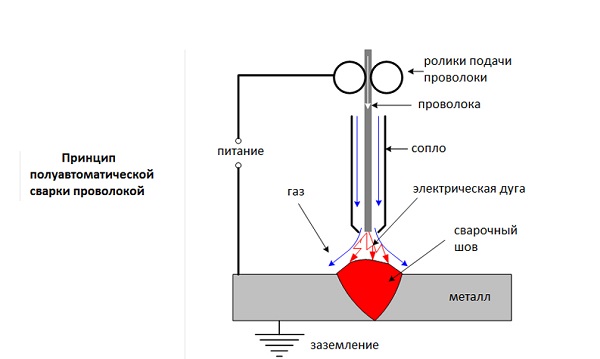
Принцип роботи агрегату полягає в наступному. При натисканні на кнопку пуску, розташовану на рукоятці пальники, починається подача електродного дроту (4), струму і захисного газу через сопло (2). Струм на дріт надходить через струмопровідний наконечник (4). При зіткненні її з основним металом виникає електрична дуга, яка починає плавити електрод. Краплі електродного металу, потрапляючи на основний метал (8), утворюють шов (6). При цьому зварювальний ванна (7) знаходиться під обдувом захисним газом (10), який запобігає потраплянню в неї кисню та азоту з атмосферного повітря. Завдяки газової захисту зварної шов виходить міцним і якісним.
Робота напівавтомата можлива і без захисного газу. У такому випадку застосовується електродний дріт, що має спеціальне порошкове покриття. При високих температурах дане покриття випаровується, і утворюються при цьому гази виконують захисну функцію для зварювальної ванни.
Вибір електродного дроту
Електродний дріт є оснащенням, без якої зварювальний апарат не зможе працювати. Подається вона за допомогою спеціального механізму і виконує функцію електрода.
Для напівавтоматів існує дві групи матеріалів для зварювання:
- дріт суцільного перетину;
- порошкова електродний дріт.
Різновидів першого варіанту налічується більше 76. Але найчастіше, використовується лише мала їх частина. Решта видів оснастки вузькоспеціалізовані і застосовуються на виробництві. Головне, що потрібно враховувати при виборі дроту - це тип металу, з якого буде зварюватись конструкція. Найчастіше автоматом доводиться варити низьковуглецеві і низьколеговані сталі з використанням НЕ обмідненої і обмідненої дроту.
Обміднений дріт користується найбільшою популярністю серед зварювальників завдяки антикорозійного покриття. Але не всі знають, що при плавці міді в повітря потрапляють шкідливі випари. Чи не обміднений дріт є більш нешкідливою і має захищає від корозії покриття.
Також на напівавтоматах використовується порошковий дріт, що не вимагає при варінні наявності захисного газу. Електродний дріт має спеціальне маркування, наприклад, таку: СВ-08Г2С. Розшифровується вона таким чином:
- СВ - зварна дріт;
- 08 - означає, що масова частка вуглецю в складі оснащення становить 0, 08%;
- Г - даної буквою позначається марганець, який є в складі дроту;
- 2 - цифра вказує, що вміст марганцю 2%;
- З - дана буква говорить про наявність кремнію в складі оснащення, якщо після букви немає цифри, то його міститься не більше 1%.
Далі наведена таблиця, в якій розшифровані буквені позначення всіх добавок, що входять до складу зварювального дроту.
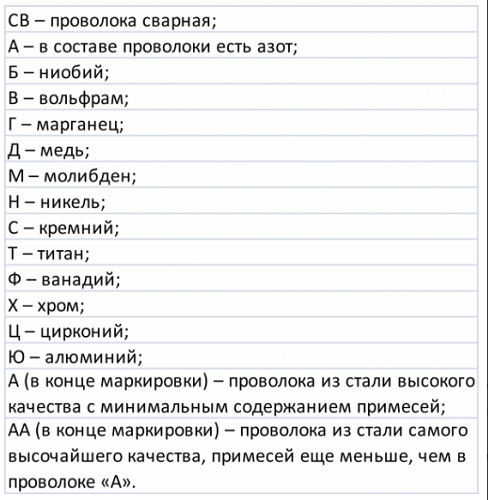
Наприклад, користуючись таблицею, можна розшифрувати маркування СВ-06Х21Н7БТ, яка означає: зварювальний дріт має 0, 06% вуглецю, 21% хрому, а нікелю - 7%; дріт легирована двома металами, ніобієм і титаном.
Для зварювання низьколегованих сталей (це 90% всього металопрокату) використовується дріт 08Г2С діаметром 0, 6 мм. Вона може застосовуватися як в побуті, так і для кузовного ремонту. До того ж, її можна використовувати на агрегатах зі струмом до 500А. Для зварювання нержавіючих сталей використовують дріт марки Св01Х19Н9. Алюміній і мідь варяться в аргоновому середовищі, відповідної за складом дротом. Алюміній варять марками СВ-97, СВ-А85 і СВ-АМц. Для зварювання міді застосовують оснастку марок СВ-97, СВ-А85 і СВ-АМц.
Порада! Якщо мають бути роботи напівавтоматом в польових умовах або на відкритому повітрі, то можна використовувати порошкову дріт, якої не потрібно обдув захисним газом.Діаметр електродного дроту підбирається відповідно до товщини зварюваного металу.

Правила зварювання напівавтоматом
Перш за все, приступаючи до роботи напівавтоматом, призначені для з'єднання деталі повинні бути добре зачищені від фарби і іржі. Також слід зачистити місце, до якого буде прикріплений затиск для маси.
Як тримати пальник
Утримувати пальник можна і однією рукою, але якість шва буде краще, якщо використовувати обидві. Одна рука служить опорою, а інша утримує пальник.

При такому способі легше контролювати кут і відстань пальника від заготовки, а також проводити необхідні рухи для формування якісного шва. Щоб руки залишалися вільними, потрібно використовувати зварювальну маску, яка закріплюється на голові.
Ідеального кута при роботі полуавтоматом не існує. Зазвичай для з'єднання заготовок, що лежать в одній площині, використовується нахил пальника (від вертикального положення) в 15-20 градусів. Поєднуючи деталі, що знаходяться під кутом один до одного, використовується нахил пальника в 45 °. Кожен зварювальник з набуттям досвіду підбирає для себе найбільш зручний кут нахилу інструменту з урахуванням різних ситуацій.
рухи пальником
Для формування якісного шва існує багато способів рухів пальником.
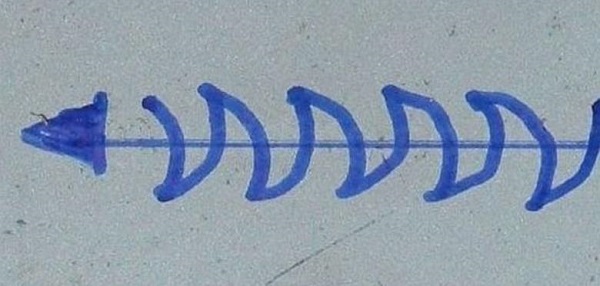
- Для металів товщиною 1-2 мм застосовується хвилясто-зигзагообразное рух. Таким чином, дуга захоплює обидва листи металу і не встигає пропалити його. В результаті шов виходить герметичним і міцним.
- Для зварювання металів будь-яких товщин застосовують прямий шов, що виключає будь-які рухи в сторону. Але в такому випадку від оператора вимагається наявність певного досвіду, щоб при переміщенні пальника дуга рівномірно впливала на обидві сполучаються деталі.
- Якщо мають бути роботи по металу товщиною менше 1 мм, то слід зменшити силу струму і швидкість подачі дроту, а також використовувати дріт меншого діаметру. Сварка повинна відбуватися короткими імпульсами, з паузою між ними близько 1 секунди. Пауза потрібна для охолодження металу і зливання наступних сегментів в монолітний шов.
- Якщо сполучаються довгі, тонкі деталі, то зварювання проводиться короткими сегментами або точками, розташованими на певній відстані. Також, щоб уникнути деформації деталей, можна варити по черзі, короткими сегментами, з різних кінців сопрягаемого відрізка.
швидкість зварювання
Це швидкість переміщення електричної дуги уздовж місця сполучення деталей, і контролюється вона оператором напівавтомата. Швидкість пересування інструменту повинна відповідати напрузі дуги, швидкості подачі дроту, товщині металу і необхідної формі шва. При високій швидкості переміщення пальника утворюється багато бризок, захисний газ залишається в швидко застигаючому шві і викликає в ньому освіту пір. При повільній швидкості переміщення пальника утворюється зайве вплив електричної дуги в матеріал, що може пропалити його наскрізь. Крім цього, при з'єднанні масивних деталей утворюється товстий шов. На наступному малюнку показано, як виглядають шви при різній швидкості переміщення пальника.

Швидкість подачі газу
Подача газу повинна бути достатньою, щоб забезпечити обдув подається дроту. При слабкому потоці газу не буде забезпечено захист шва від окислення. Але і при високій швидкості потоку захист буде недостатньою через виникнення завихрень. Всі ці відхилення від норми роблять шов пористим і неміцним. Тому дуже важливо домогтися рівної подачі газу, щоб потік не викликав завихрень і в повній мірі забезпечував захист місця зварювання.
Довжина виходу дроту
Дріт перед тим, як торкнеться металу, повинна виходити з наконечника на 6-13 мм. Від цього значення залежить опір і температура даного відрізка електрода. Чим сильніше виліт дроту з наконечника, тим меншим буде розмір дуги. В результаті, шов вийде товстим і тонким, з низьким проникненням в метал. Якщо довжину виходу оснащення зменшити, то збільшиться проникнення дуги в метал, а шов стане тоншим і широким.
Порада! Для порошкового дроту, що працює без газу, виліт повинен бути в межах 30-45 мм.полярність
Під полярністю в зварювальному обладнанні мається на увазі напрямок струму в його ланцюга. При прямій полярності на дріт подається негативний заряд, а на зварювану деталь - позитивний. При зворотній полярності все навпаки: дріт - плюс, а заготовка - мінус.
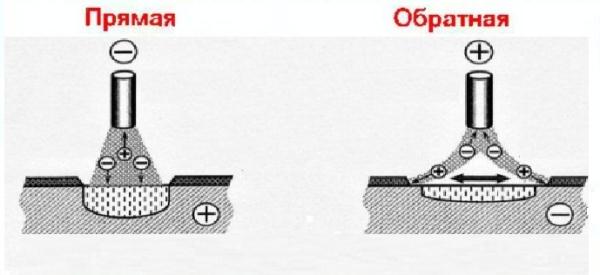
Важливо! При роботі без захисного газу, порошковим дротом, використовують метод прямої полярності, а з газом - зворотної полярності.
Звук при зварюванні
Прислухатися до звуків зварювання важливо, особливо новачкам при навчанні. Правильне звучання при зварюванні напівавтоматом нагадує звук смажиться на сковороді м'яса. Коли чується "шіпяще-дзижчить" звук, це означає, що дотриманий баланс між настройками струму, швидкістю подачі дроту і газу. На зміну звуку при роботі апарату може впливати:
- поганий контакт між затискачем маси і деталлю;
- наявність застиглих бризок на наконечнику пальника, що перешкоджають нормальному потоку газу;
- погано очищена від іржі або фарби область зварювання.
Заходи безпеки при роботі
При роботі зі зварювальним устаткуванням необхідно дотримуватися таких заходів безпеки.
- Зварювальник повинен захищати всі ділянки тіла від потрапляння на них бризок розпеченого металу. Для цього використовується спецодяг, щільно закриває відкриті ділянки тіла, а також захисні рукавички. Одяг повинен бути з щільного матеріалу, який може витримати влучення розпечених бризок. Ні в якому разі одяг не повинен бути з синтетичних волокон, які під дією високих температур починають плавитися. Такий матеріал миттєво прогорає, що може викликати опіки у зварника.
- Оскільки при зварюванні утворюється жорстке ультрафіолетове випромінювання, то від нього необхідно захищати очі, використовуючи маску з затемненим склом. Не так давно у продажу з'явилися маски зі склом "хамелеон", яке затемнюється при появі яскравого світла. Також від ультрафіолету повинні бути захищені і інші ділянки тіла.
- Взуття має бути закритою, щоб виключити потрапляння в неї розпечених бризок.
- Приміщення, де проводяться зварювальні роботи, повинна мати примусову або природну вентиляцію (наявність вікон, які можна відкрити). Вдихання парів і диму, що утворюється в процесі зварювання, згубно впливає на здоров'я людини.