
- Вибір полотна для стрічкових пилок по металу
- Вибір полотна для стрічкових пилок по дереву
- Заточка стрічкових пилок
Допоможіть розробці сайту, ділитися статтею з друзями!
Стрічкопильні верстати по дереву та металу широко застосовуються на виробництві та в побутових умовах домашніми майстрами. Головним ріжучим інструментом даних агрегатів є стрічкова пила, яка з часом зношується і вимагає заточування або заміни на нову. Слід знати, що від правильного вибору полотна для стрічкопильного верстата залежить не тільки якість обробки матеріалу, а й продуктивність агрегату в цілому.
Вибір полотна для стрічкових пилок по металу
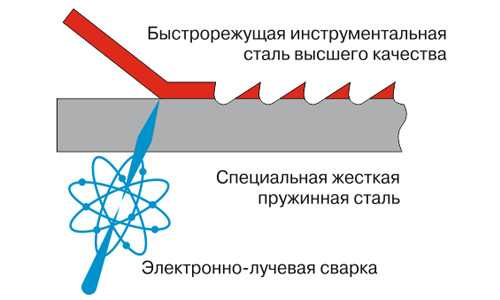
Ріжуче полотно для даного типу пив - це стрічка з певною кількістю зубів, зварена у вигляді кільця. Основу стрічки виготовляють з рессорно-пружинної сталі, що має високі показники пружності. До основи приварюється стрічка, виготовлена зі швидкорізальної сталі, на якій в подальшому відбувається фрезерування зубів.
Кожна стрічкова пила по металу і не тільки має маркування. Наприклад, маркування М42 20 х 0, 9 х 2362, 8 / 12TPI, розшифровується так:
- М42 - матюкав, з якого виготовлені зуби стрічки;
- 20 - це значення позначає ширину полотна, мм;
- 0, 9 - товщина оснастки, мм;
- 2362 - довжина кола пильної стрічки, мм;
- 8 / 12TPI - крок зуба на пильної стрічці, на дюйм.
Різці можуть бути виготовлені з інших матеріалів, наприклад, з М51, PQ, TSX та інших. М42 відрізняється високою зносостійкістю і має твердість кромок різців 67-68 HRC. Тому пили з такого матеріалу можна застосовувати для різання сталі з твердістю не більше 45 HRC. Пили з різцями з матеріалу М51 більш стійкі до абразивного зносу, ніж згадані вище. Твердість кромки різців у цих пив дорівнює вже 68 HRC, завдяки чому даної оснащенням ріжуть нержавіючі стали, а також стали, що відрізняються високою міцністю і жаростійкістю. Крім усього, матеріал пили М 51 дозволяє різати товсті сталеві заготовки, тобто деталі з великим поперечним перерізом.
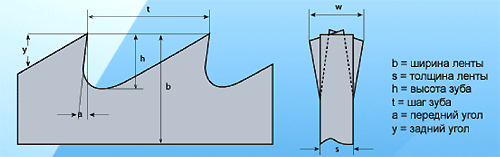
Роблячи вибір стрічкової пилки, слід приділяти особливу увагу не тільки матеріалом, з якого виготовлені різці, а й їх кроці, а також - геометрії.
крок зуба
Це відстань між крайками двох сусідніх різців.
Великий крок сильніше навантажує двигун агрегату і дає погану якість розпилу. Малий крок різців призводить до більш тривалого пиляння, підвищує енерговитрати, але дає чистий спіл з гладкою поверхнею.
Для різання листового матеріалу, труб (тонкостінних) і профілю слід вибирати полотно, яке має мінімальний крок між ріжучими елементами (на 1 дюйм). Але якщо потрібно розпиляти велику заготовку з суцільного металу, потрібно встановити полотно з найбільшим кроком різців. Чим менше зубів (на дюйм) матиме оснащення, тим глибший канавку вони будуть утворювати. Завдяки цьому пропив менше забивається стружкою. Також великий крок зубів на оснащенні підвищує продуктивність агрегату.
Висота зуба
Висота різця - це відстань від нижньої точкою западини між зубами до вершини ріжучого елемента. Завдяки наявності западини видаляється стружка, утворена при різанні металу. Висота зуба повинна бути достатньою, щоб западина не забивав стружкою, і процес пиляння відбувався без ускладнень. До того ж, недостатня висота зубів викликає перегрів полотна, внаслідок чого на ньому можуть виникнути мікротріщини.
Передній кут зуба
Передній кут або кут заточки відповідає за ступінь зачеплення полотна за матеріал заготовки. Великий кут заточки не дозволить домогтися високої точності при різанні металу. У той же час, малий кут дозволяє забезпечити гарну якість пропилу, але при цьому знижується продуктивність інструменту.
Вибір полотна для стрічкових пилок по дереву
Перш за все, щоб правильно вибрати полотно для стрічкової пилки, слід заглянути в інструкцію до вашого верстата. У ній будуть вказані всі параметри стрічкових пилок, які можливо встановити на даній моделі обладнання (максимальна і мінімальна ширина стрічки, а також її довжина). Довжина полотна повинна бути саме такою, як зазначено в паспорті до агрегату.
Ширина оснащення
Ширина стрічки вибирається виходячи з тих операцій, які будуть виконуватися на верстаті. Також ширину стрічки обмежує не тільки ширина шківа, а й його діаметр. При малому діаметрі шківа встановлена на ньому широка стрічка буде руйнуватися і в підсумку розірветься. Тому для кожного агрегату існує обмеження по ширині оснастки.
Для прямолінійного розпилу зазвичай використовують пилки з шириною від 20 до 30 мм. Звичайно ж, на циркулярному верстаті зробити поздовжній пропил можна швидше і точніше. Але на ньому існує обмеження по висоті, що дорівнює не більше 80 мм. На стрічкопилкових же верстатах можливо обробляти заготовки висотою до 200 мм і більше.
Але основне завдання стрічкових агрегатів - це фігурний рез. Найменша оснащення, яку можна встановити на стрічкопильний верстат - це стрічка шириною 3 мм. Вона вирізає коло з таким же радіусом.
Чим більше ширина стрічки, тим більше мінімальний радіус, який можна вирізати з її допомогою. Наприклад, стрічкою з шириною 12 мм вирізати радіус менше 60 мм не вийде. А для стрічки шириною 25 мм мінімальний радіус буде близько 100 мм.
В середньому, ширина полотна повинна бути в три рази меншою, ніж необхідний радіус пропила на заготівлі. Тому оснащення підбирається у відповідність з поставленими завданнями.
крок зубів
Вказується числом, що означає кількість різців на один дюйм. Числове значення кроку ставиться перед абревіатурою TPI. При виборі кроку слід враховувати:
- яку має товщину заготовка;
- який твердістю володіє матеріал заготовки;
- яку потрібно отримати чистоту кромки деталі після розпилу.
Щоб ефективно різати пластик і пиляти деревину, стрічка повинна мати не менше трьох різців на дюйм. Чим більше різців буде на одному дюймі, тим якісніший вийде розпил. Але при цьому знизиться швидкість подачі і зменшиться граничне значення товщини заготовки.
По кроку зубів полотна розрізняються на два типи: "skip" і "regular". Тип полотен "skip" має крок від 3 до 6 TPI. Між зубами є простір для ефективного відведення тирси, так як погане їх видалення знижує якість різу. Тип полотен "regular" має зуби, які за формою нагадують трикутник. Розміщуються вони на оснащенні з кроком від 10 TPI і вище. Даний тип зубів не має достатнього простору для швидкого відводу стружки. Завдяки більшій кількості ріжучих елементів рез таким полотном виходить досить чистим. Оснащення можна використовувати для пиляння заготовок невеликої товщини і з твердих матеріалів.
Порада! При пилянні твердих заготовок необхідно зменшувати подачу.Дані типи полотен мають наступні характеристики.
- 3 TPI "skip". Полотно застосовують при чорновому розпилюванні деревини, що має велику товщину. Оснащенням виробляють пиляння уздовж волокон. Щоб хоч трохи поліпшити якість пропилу, можна по максимуму натягнути стрічку на верстаті і зменшити швидкість подачі.

- 4 TPI "skip". Це універсальна оснащення для пиляння уздовж волокон. Даним типом полотна можна розпилювати більшість порід деревини, включаючи заготовки з безліччю сучків. Якщо добре натягнути пилу і зменшити подачу, то якість розпилу буде близько до фінішного.

- 6 TPI "skip". Це оснащення загального призначення. Нею пиляють заготовки товщиною до 50 мм (вздовж волокон) і деревину поперек волокон товщиною до 150 мм. Ці цифри вказані для пиляння матеріалів з нормальною подачею їх на пилку. Якщо подачу знизити, то можна обробляти деталі і більшої товщини. Дана пила дає чистове якість різу і підходить майже для всіх порід деревини.

- 10 TPI "regular". Полотна застосовуються для пиляння листових матеріалів (ДСП, фанера, МДФ і т.д), для різання кольорових металів і пластику. Але при обробці металевих заготовок потрібно знизити швидкість руху оснастки. Чи не на всіх верстатах є така можливість.

- 14 TPI "regular". Можна пиляти фанеру, МДФ, ДСП і пластик. Що стосується натуральної деревини, то її товщина повинна бути не більше 25 мм. Найбільш чистий рез даними полотном виходить при мінімальній швидкості подачі. Також даною оснащенням можна різати м'які метали на низькій швидкості стрічки.

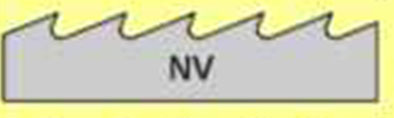
форма різців
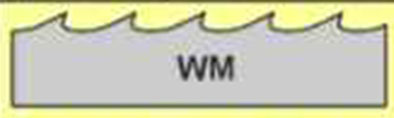
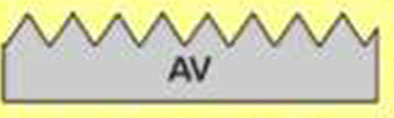
Стрічкові полотна можуть мати такі профілі зубів.
- WM. Оснащення, що має даний профіль різців, призначена для розпилювання м'яких і твердих порід деревини і є універсальною. Застосовується профіль на пилах шириною не більше 50 мм.
- AV. Профіль зубів дозволяється справлятися з твердою деревиною, в тому числі і мерзлої. Також такими пилками можна виробляти поперечне розпилювання матеріалу.
- NV. Застосовується на стрічках шириною до 30 мм, які можна використовувати для фігурного різання будь-яких порід деревини.
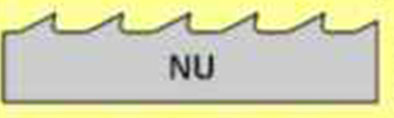
- NU. Профіль має велику западину. Застосовується для пиляння м'яких порід дерева.
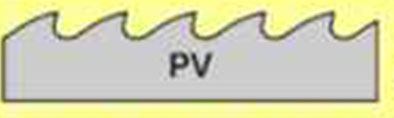
- PV. Даний профіль використовують на оснащенні шириною більше 50 мм. Завдяки PV профілем пилки мають хорошу стійкість при пилянні м'якої деревини.
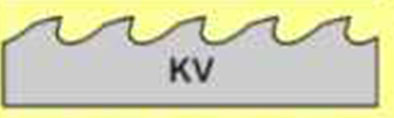
- KV. Використовують на широких стрічках (до 80 мм) для розпилювання м'якої деревини.
- PU. Застосовують для розпилювання твердої деревини на стрічках шириною більше 80 мм.
розведення зубів
Зуби на пилі розлучаються для того, щоб зменшити тертя полотна про заготівлю і для запобігання його заклинювання. Ширина пропила повинна перевищувати товщину оснащення приблизно на 30-60%.
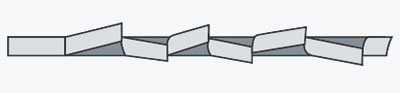
Розведення різців може бути трьох видів.
- Класична розводка. Зуби пилки відігнуті в різні боки по черзі і на однакову відстань.
- Зачищаюча розводка.
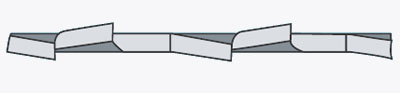
Через кожні два зуба наступний (третій) НЕ відгинається і має форму трапеції. Різець знаходиться по центру оснащення і задає напрямок для всієї стрічкової пилки. Дана розводка використовується для пив, які працюють за твердими матеріалами.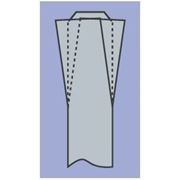
- Хвиляста розводка вважається найскладнішою. Різці відгинаються в формі хвилі в різні боки.
Важливо знати, що, роблячи розведення зубів, відгинається не весь різець, а його частина: від 1/3 до 2/3 відстані від вершини зуба. Кожен виробник оснащення рекомендує своє значення відхилення зубів в сторону. Але в середньому воно знаходиться в діапазоні від 0, 3 до 0, 7 мм.
Чим м'якше матеріал, тим сильніше повинна бути розлучена пила, і навпаки. Але не можна допускати такої розводки різців, щоб по центру пропила залишалися вирізані ділянки. Слід намагатися, щоб зуби відхилялися в бік на однакову відстань. Якщо розводка зроблена нерівномірно, то стрічкову пилку буде відводити в ту сторону, де зуби мають більш сильний нахил.
Заточка стрічкових пилок
Звичайно ж, заточувати стрічкову пилку краще на спеціальному верстаті, в спеціалізованих майстернях. Та й професійна заточка пилки коштує недорого. Але якщо з яких-небудь причин у вас немає можливості віднести пилу для заточки, то правку інструменту можна зробити і самостійно.
Заточка стрічкової пили проводиться за допомогою невеликого напилка або надфіля по передній і задній грані різця декільком рухами (3-4) для кожного зуба.

Також стрічкову пилку можна точити за допомогою гравера, використовуючи оснащення, призначену для заточки ланцюгових пилок.


Оснащення вставляється в гравер, і проводиться заточка різців акуратними рухами по верхній частині різця.

Сильно знімати метал не потрібно, достатньо просто освітлити його.
Порада! Працюючи інструментом, не допускайте, щоб фреза зсковзувала з вершини зубця у напрямку до наступного. Так ви його укоротите, після чого доведеться все зуби підганяти під його висоту.Також можна спробувати точити і пили по металу. Але зазвичай їх не перетачівают, оскільки ріжуча частина даних пильних стрічок є або біметалічною, або має зону загартування. Зуби на таких стрічках працюють, поки не викрошатся і можуть мати мікротріщини. Якщо їх переточити, то вони почнуть швидше кришитися або стануть пиляти ще гірше.