
- Технологія і застосування аргонової зварки
- Елементи для складання саморобного апарату
- Алгоритм складання зварювального апарату
- Налаштування готового обладнання
Допоможіть розробці сайту, ділитися статтею з друзями!
Аргонная сварка є незамінним методом, за допомогою якого можна створювати нероз'ємні з'єднання виробів з кольорових металів, титану, нержавіючої сталі та інших сплавів. До того ж, даний вид зварювання відрізняється гарною якістю шва і високою продуктивністю. Універсальні можливості аргоновой зварювання залучають і домашніх майстрів. Але дане обладнання має високу вартість, і для домашнього використання практично не купується. Тому все більше майстрів починають замислюватися про виготовленні агрегату аргонової зварки своїми руками.
Технологія і застосування аргонової зварки
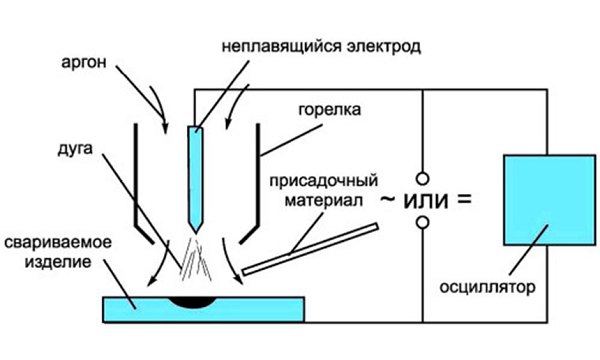
Аргонова зварювання трохи нагадує звичайну дугову, але для захисту зварювальної ванни в ній використовується захисний газ - аргон. Даний інертний газ має ряд властивих тільки йому властивостей.
- Оскільки аргон важчий за повітря на 38%, він добре проникає в зварювальну ванну і захищає її від газів, що знаходяться в атмосфері. Завдяки цьому зварювальний шов виходить без утворення оксидної плівки, що покращує якість з'єднання.
- Аргон присутній в повітрі, тому він є побічним продуктом, що утворюється при отриманні кисню та азоту з атмосфери, і є самим недорогим серед захисних газів для зварювання.

Процес зварювання в середовищі аргону відбувається за наступним принципом. Буквально за 1 секунду до розпалювання дуги в пальник подається аргон. Зварювальник підносить електрод до деталі, приготовленої для з'єднання, і натискає кнопку включення. Але оскільки для розпалювання дуги в середовищі захисного газу потрібно його висока іонізація, то в роботу вступає осцилятор.
Осцилятор - це прилад, що виробляє високочастотні і високовольтні імпульси, здатні іонізувати газ і запалити дугу між електродом і заготівлею.
Після розпалювання дуги в місце з'єднання деталей подається присадний дріт вручну або в автоматичному режимі. Деталі зварюються за рахунок плавлення присадки, метал якої потрапляє на розплавлені кромки з'єднуються заготовок.
Традиційно під аргоновой зварюванням на увазі з'єднання металів за допомогою плавиться вольфрамового електрода, що створює дугу, і присадки у вигляді металевого прута або дроту. Даний тип зварювання має міжнародне позначення "TIG".
Застосовується аргон зварювання в наступних сферах.
- Каркасне будівництво. Зварні шви здатні витримувати постійні навантаження.
- Стикування труб як сталевих, так і з кольорових металів, в тому числі труб з різних сплавів.
- З'єднання різнорідних металів.
- Зрощування практично будь-яких металів між собою: титану, міді, алюмінію, нержавіючої сталі, бронзи, латуні, чавуну і т.д. Особливо це важливо для автомобілебудування.
- Виготовлення декоративних і ювелірних виробів.
Елементи для складання саморобного апарату
Щоб зібрати обладнання для аргоновой зварювання, будуть потрібні наступні елементи:
- зварювальний апарат постійного струму або інверторного типу;
- осцилятор;
- блок захисту інвертора;
- пальник;
- балон з аргоном;
- газовий редуктор;
- газовий шланг;
- зварювальні кабелі.
Джерело струму
Як джерело струму для TIG зварювання можна взяти звичайний зварювальний трансформатор і на його виході пристосувати діодний міст для випрямлення струму. Також можна використовувати зварювальний випрямляч. Але для обох типів апаратів буде потрібно додати ще й осцилятор, який сприятиме безконтактного розпалювання дуги.

На просторах інтернету можна прочитати, що найпростіше зробити аргон зварювання з інвертора. Але тут є кілька нюансів. Існують інвертори, в яких вже вбудована можливість для TIG зварювання. У такому випадку досить під'єднати до апарата рукав з пальником для аргоновой зварювання, під'єднати шланг до балона з аргоном, і агрегат готовий до роботи. Але спочатку потрібно переключити його в режим TIG і виставити необхідну силу струму.
Слід зауважити, що в таких інверторах вже вбудований осцилятор і необхідний захист.
Інвертори без вбудованої функції TIG зварювання використовувати для цієї мети не вийде. Навіть якщо до нього підключити зовнішній осцилятор, то інвертор просто згорить. Щоб цього не сталося, знадобиться невелика переробка інвертора, яка полягає в додаванні в його схему блоку захисту. Даний блок можна зібрати разом з осцилятором на одній платі і помістити її в окремий корпус. Вийде невелика приставка до инвертору.
Осцилятори і блок захисту
Як вже говорилося вище, для зварювального інвертора буде потрібно спеціальна приставка для TIG зварювання. Її можна зібрати своїми руками за схемою, наданою нижче.
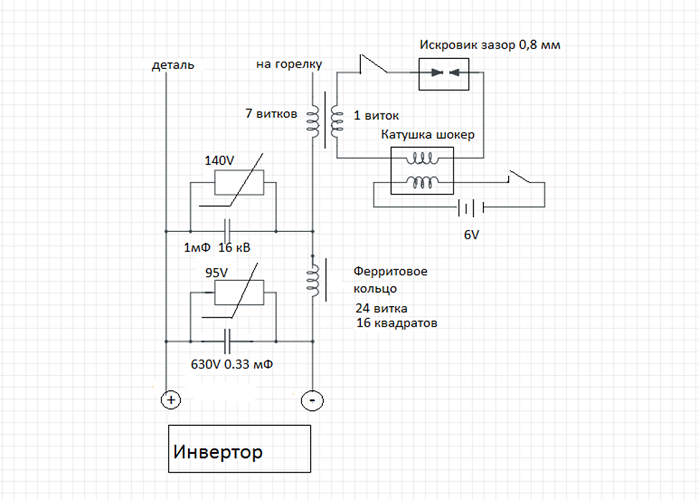
Дана схема включає блок захисту (розташований зліва) і осцилятор. Останній можна придбати в Китаї або зібрати самостійно. Як збирається наведена вище схема, можна дізнатися, подивившись це відео.
пальник
Для аргоновой зварювання використовується спеціальна пальник, що складається з керамічного сопла і власника вольфрамового електрода.

Також на пальнику розташовані кнопка пуску і вентиль для подачі газу. Пальник можна зібрати з комплектуючих, яких достатньо на китайських сайтах, або там же купити вже готову (зібрану).
Балон з аргоном
З метою безпеки всі балони з газом прийнято фарбувати в різні кольори і наносити на них написи теж різних кольорів. Нижче наведено малюнок, на якому показані всі різновиди газових балонів з відповідною їх вмісту маркуванням і кольором.
Як видно з малюнка, для аргону використовують балони чорного кольору (з білою смугою) або сірого кольору (із зеленою смугою і написом). Для TIG зварювання застосовують очищений аргон. Тому потрібно буде придбати балон сірого кольору з зеленою написом "Аргон чистий".
Порада! Для професійного використання використовуються балони ємністю близько 50 літрів, мають велику вагу. Але для побутового використання буде досить балона на 10 літрів, який можна переміщати самостійно.
редуктор
Оскільки газ в балоні знаходиться під великим тиском, то щоб подати його на пальник, буде потрібно редуктор. Даний прилад показує тиск в балоні і дозволяє регулювати швидкість потоку газу по шлангу, який веде до пальника.

Редуктор повинен підбиратися суворо під певний газ, тобто в даному випадку - під аргон. Зазвичай прилад має такий же колір, як і балон з газом.
Шланг і зварювальні кабелі
Якщо збирати рукав для аргоновой зварювання самостійно, то він вийде товстим і погано гнеться, оскільки в нього потрібно помістити електричний кабель і газовий шланг. До того ж, потрібно окремо купувати роз'єми для підключення до пальника і до инвертору (якщо використовувати інвертор з можливістю TIG зварювання). Готовий рукав для аргоновой зварювання можна купити там же, де і пальник.
Алгоритм складання зварювального апарату
Збірка обладнання для аргоновой зварювання з інвертора досить проста.
- Підключіть до инвертору захисний блок з осциллятором згідно зі схемою, наведеною вище.
- Кабель маси необхідно під'єднати до клеми осцилятора зі знаком "+". Кабель, який йде до пальника, підключається до клеми зі знаком "-". Для зварювання алюмінію кабелі підключаються навпаки.
- Підключіть до рукаву з кабелем і газовим шлангом пальник.
- Прикрутіть до балона з аргоном редуктор.
- Газовий шланг необхідно під'єднати до редуктора, встановленому на балоні з аргоном.
- Підключіть інвертор до мережі 220 В, а осцилятор до блоку живлення на 6 В.
Після цього зібраний своїми руками зварювальний апарат TIG буде готовий до роботи. Але попередньо його слід правильно налаштувати.
Налаштування готового обладнання
Саморобна установка для аргоновой зварювання вимагає наступних установок.
- Заточите вольфрамовий електрод на жорні, щоб він став схожий на голку. Робиться це для того, щоб дуга концентрувалася на кінці голки і не "гуляла" в різні боки.
- Візьміть пальник і встановіть в неї вольфрамовий електрод. Діаметр електрода повинен відповідати цанзі, в якій він закріплюється.
- Відкрийте вентиль на пальнику і відрегулюйте необхідну швидкість потоку аргону за допомогою редуктора (буде достатньо витрати 12-15 л / хв.), Після чого знову закрийте вентиль на пальнику.
- Увімкніть осцилятор і піднесіть пальник з електродом до металу, до якого підключений кабель маси.
- При натисканні кнопки включення між металом і електродом на відстані близько 0, 5 мм повинна з'явитися дуга.
- Увімкніть подачу газу і знову натисніть на кнопку. В цьому випадку дуга повинна спалахувати вже на відстані 10 мм і більше.
Після проведення вищеописаних нескладних налаштувань можна сказати, що апарат c функцією TIG повністю готовий до роботи.