
- електротримач
- Види зварювальних власників
- Що важливо при виборі держака
- Короткий огляд популярних моделей власників
- Самостійне виготовлення утримувача електродів
- затиск маси
- Основні види затискачів
- зварювальний кабель
- підключення кабелів
Допоможіть розробці сайту, ділитися статтею з друзями!
Для виконання робіт, пов'язаних з ручного дугового зварювання металевих деталей, потрібно не тільки зварювальний апарат, а й додаткове приладдя до нього. Вони забезпечують правильну збірку електричного кола, відповідають за надійність контактів і створюють зручні і безпечні умови для зварника. До них в першу чергу слід віднести струмопровідні кабелі, затискач або утримувач електродів. Такі аксесуари реалізуються в комплекті сварочніка або купуються додатково. У будь-якому випадку починаючому майстрові потрібно знати їх призначення, основні види та особливості застосування.
електротримач
Держак для зварювального апарату призначений для утримування електрода, подачі на нього напруги і управління його положенням в зоні зварювання. До нього пред'являються прості, але важливі вимоги:
- надійна фіксація зварювальних стрижнів різного діаметра в зручних для зварника положеннях;
- щільний електричний контакт;
- проста конструкція, що забезпечує тривале використання власника електродів;
- ергономічність і безпеку.

Реалізувати всі перераховані якості можна різними способами.
Види зварювальних власників
Зварювальні електротримачі класифікуються за конструкцією і принципом захоплення електрода. Майже всі вони мають зручну рукоятку і механічний фіксатор стрижня.
Тримач-прищіпка
Тримачі цього типу використовують пружинний або важільний механізм затиску електрода. Поверхні контакту у них виконані у вигляді зубчастих деталей, що дозволяють швидко і міцно фіксувати стержень в будь-якому зручному для зварника положенні. Більшість моделей має діелектричне зовнішнє покриття, що підвищує безпеку для персоналу і виключає ненавмисне іскріння. Основним недоліком даної конструкції є недостатня надійність захоплення при ослабленні пружини і стиранні контактів.

Вилка-тризуб
Такий електротримач вже не зустріти в спеціалізованих магазинах, але зварювальники старої школи продовжують його використовувати. Утримання електрода тут відбувається за рахунок пружного дії трьох сталевих прутків, зварених разом в єдину конструкцію, що віддалено нагадує вилку. Це пристосування легко виготовляється вручну, але має низку серйозних недоліків:
- наявністю незахищених поверхонь, що знаходяться під напругою;
- складністю вилучення недогарка;
- низьким зручністю застосування.

цанговий утримувач
Тримачі з цанговим принципом затиску електрода мають трохи більш складну конструкцію, яка потребує високої точності виготовлення деталей. Вони знайшли застосування в пальниках, використовуваних для аргонной дугового зварювання. У них вузька сфера використання і досить велика вартість.

Безогарковий держак
Тримач такого виду складається з рукоятки і контактного штиря. Електрод перед початком застосування приварюється до його торця, що дозволяє практично повністю використовувати метал стержня в процесі зварювання. Пристосування подібної конструкції затребувані при роботі з дорогим витратним матеріалом.
гвинтовий держатель
Гвинтовий електричний тримач для зварювального інвертора користується високою популярністю серед професіоналів. Він найбільш надійно фіксує електроди будь-якого перетину за рахунок нарізного способу притиснення. Вироби цієї конструкції практично не мають оголених ділянок, а це сприятливо позначається на безпеці. Необхідність періодично крутити гвинт кілька збільшує час закріплення стрижнів, що компенсується міцністю контакту і зручністю роботи.

Що важливо при виборі держака
Електрозварник тримає в руках цей пристрій значну частину свого робочого часу, тому до його вибору слід підійти з максимальною відповідальністю. Досвідчений майстер обов'язково зверне увагу на наступні моменти:
- вага, габарити, ергономічні якості рукоятки;
- відповідність маркування вироби діапазону використовуваної в майбутній роботі сили струму;
- можливість надійної фіксації електродів необхідного діаметра;
- зручність закріплення стержня під різними кутами;
- якість виготовлення струмопровідних частин і затискних пристроїв;
- ступінь зовнішнього покриття держателя ізоляційними матеріалами;
- вартість моделі.
Короткий огляд популярних моделей власників
Зварювальні власники не належать до категорії високотехнологічного обладнання. За прийнятну ціну можна без особливих зусиль знайти зручну і довговічну модель. Для правильного вибору досить знати декілька марок від перевірених виробників.
ESAB Handy 200
Ця модель шанованої шведської фірми ESAB користується високою популярністю серед професіоналів та любителів. Вона найкращим чином підходить для використання електродів діаметром від 2 до 4 мм і розрахована на зварювальний струм 200 ампер. Її вага всього 550 грамів не викличе втоми протягом робочої зміни. Гвинтовий затиск забезпечує швидку заміну і надійне утримання стрижнів, закріплених під кутом 90 о і 45 о. Повна ізоляція струмоведучих деталей гарантує відсутність випадкових витоків. Придбати виріб можна за 500-600 рублів.

Сібртех 91455
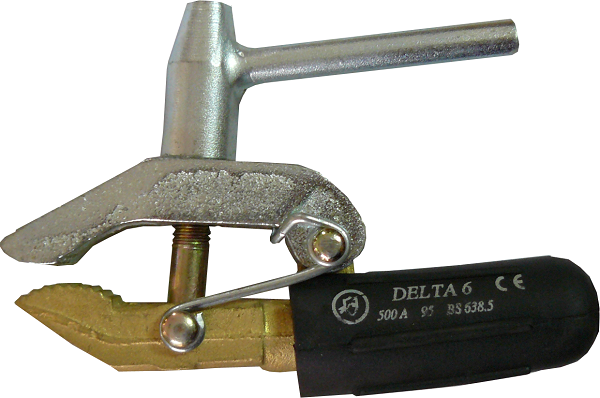
Вітчизняна модель кліщового типу з потужною пружиною коштує всього 200-250 рублів. Вона забезпечує швидку заміну електродів і фіксацію їх у будь-яких напрямках. Обмежень по діаметру немає. Струмопровідні частини впевнено працюють при силі струму до 500 А. Виріб важить менше 300 м У нього ергономічна рельєфна ручка і зручний важіль відкриття затиску. Покриття виконано з міцного ізоляційного матеріалу.

Кедр Germany type 300А
Ще одна модель російського виробництва з кліщовим затискачем, виконана з латуні з пластиковим покриттям. Вона важить близько 400 грамів і розрахована на зварювальний струм до 300 ампер. Електрод легко встановлюється в одному з чотирьох можливих положень. Рукоятка не ковзає в руці і не боїться високотемпературного впливу. Ціна виробу даної марки починається з 300 рублів.

Самостійне виготовлення утримувача електродів
Своїми руками з підручних засобів найпростіше виготовити утримувач в формі тризуба. Для цього використовується сталевий дріт круглого або змінного перерізу діаметром близько 8 мм. Від неї відрізають три шматка довжиною близько 20-25 см. Два з них злегка згинають і зварюють між собою нижніми кінцями так, щоб шматки розташовувалися в одній площині, а їх верхні кінці утворювали крайні зуби вилки.
Третій шматок роблять трохи коротше інших. Йому також надають легкий вигин, орієнтуючи його в площині, перпендикулярній першим двом заготівлях.
Приварення ведуть з таким розрахунком, щоб в утворену щілину з деяким зусиллям пружно входив оголений кінець найбільш часто використовуваних в роботі електродів.
Для надійного і щільного з'єднання зварювального кабелю з отриманої конструкцією його кінець оголюють на 6-8 сантиметрів і щільно обмотують сталевим дротом малого діаметра. Одержаний наконечник приварюють до довгих нижніх кінців крайніх прутків власника. Рукоятку роблять зі шматка гумового шланга, еластичною пластмасовою трубки або діелектричної оболонки проводу потрібного діаметра, натягуючи його з тильного боку. Наочно процес виготовлення продемонстрований в наступному відео
затиск маси
Для правильної роботи електричного кола зварюються деталі повинні бути надійно з'єднані з масою. Тільки в цьому випадку вийде якісний шов, а зварювальник буде захищений від ураження струмом. Функцію контакту при цьому покликаний виконувати затиск маси. Штатні аксесуари не завжди відповідають поставленим завданням, тому досвідчені майстри намагаються підібрати обладнання самостійно. Найважливішими характеристиками електричних затискачів є:
- максимальна сила пропускається струму;
- достатня щільність контакту;
- здатність утримувати вагу кабелю;
- кут розкриття клеми.
Основні види затискачів
Пристрій затискачів може бути різним. У складних ситуаціях вони ведуть себе по-різному. Це неминуче слід враховувати при покупці.
крокодил
Зварювальні затискачі цього типу мають потужну пружину і зуби для зручності зачеплення. Вони встановлюються і знімаються одним рухом руки.

До їх переваг можна віднести:
- зручність застосування;
- легка адаптація до деталей будь-якої форми;
- високий ступінь розкриття.
Є у них і недоліки:
- поступове ослаблення пружини;
- не завжди надійний контакт.
магнітний зажим
Така конструкція передбачає наявність сильного постійного магніту і клеми для підключення кабелю.

Це дає переконливі переваги:
- простота і довговічність;
- можливість кріплення до деталей будь-якої форми і розміру;
- застосування у важкодоступних місцях;
- відсутність рухомих частин;
- велика площа контакту.
Але не треба забувати і про недоліки:
- низька надійність кріплення до деталей з малою поверхнею контакту;
- чутливість до забруднень;
- розмагнічування при високих температурах;
- неможливість застосування по нержавіючої сталі, чавуну і кольорових металів.
струбцина
Кріплення кабелю маси із застосуванням гвинтового механізму поширене не так широко і найчастіше використовується в спеціальних умовах.

Його достоїнства:
- виключно висока надійність з'єднання;
- широка область контакту.
недоліки:
- значні габарити вироби;
- трудомісткість закріплення.
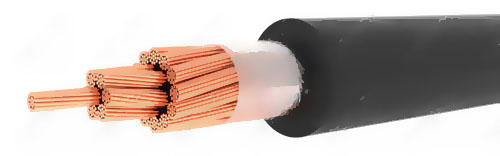
зварювальний кабель
Подача напруги до місця зварювання і підключення до маси деталей, що з'єднуються здійснюється із застосуванням зварювальних кабелів. Вони в більшості випадків мають одну струмопровідну жилу круглого перетину і зазвичай закінчуються стандартними клемами. До них пред'являються підвищені вимоги:
- механічна міцність і стійкість до впливу хімічно активних речовин;
- можливість багаторазового скручування і випрямлення;
- висока гнучкість;
- несприйнятливість до забруднень і вологи.
Найбільшого поширення набув кабель гнучкий марки КГ. Він розрахований на роботу з постійним струмом до 1 кВ або зі змінним струмом напругою до 660 В і частотою до 400 Гц. У нього є ряд різновидів:
- КГ-ХЛ, стійкий до морозів до -60 ° С;
- КГ-Т, призначений для тропічного клімату;
- КГН, оснащений негорючої ізоляцією;
- КГ-КОГ, що відрізняється особливою гнучкістю.

Кабель КГ 1х25
Кабель марки КОГ підходить для дугового зварювання, напівавтомати або зварювального автомата з постійним струмом до 700 В або зі змінним струмом напругою до 220 В і частотою до 50 Гц. Його різновиди також орієнтовані на різні температурні показники навколишнього середовища.
Кабель КОГ 1 1х16
Крім одножильних кабелів знайшли поширення:
- двожильні дроти для імпульсної зварювання і різання;
- трижильні кабелі, які використовуються при різних типах автоматичного зварювання.
Максимальні параметри проходить по кабелю струму безпосередньо пов'язані з матеріалом виконання і площею діаметра. При виборі необхідного перетину слід скористатися спеціальними таблицями. Для побутового інвертора, що працює від мережі 220 вольт, підійде одножильний мідний дріт на 6, 7 мм 2, а для потужних автоматичних агрегатів частіше використовують 35, 6 або 47, 2 кв.мм.
підключення кабелів
При підключенні кабелю до зварювального обладнання зазвичай використовуються спеціальні наконечники, що забезпечують надійний контакт і захист від випадкового дотику. Провід повинен відповідати експлуатаційним параметрам зварювального апарату. Особливу увагу приділяють дотриманню полярності. При з'єднанні двох проводів обов'язкове застосування опресування з подальшою ізоляцією.
У більшості випадків штатні кабелі, що продаються в комплекті з інвертором, по ряду причин виявляються коротше, ніж хотілося б майстру. Хоча виробники зварювального обладнання зазвичай не накладають обмежень на їх довжину, використовувати подовжувач зварювального дроту треба з граничною акуратністю. Важливо переконатися, що доданий ділянка не призводить до критичного зниження напруги і величини зварювального струму.