
- Установка і підключення агрегату
- Підключення зварювальних кабелів
- Налаштування апарату
- Заходи безпеки при роботі
- вибір полярності
- Вибір зварювального струму
- Методика роботи з різними металами
- Правила обслуговування инверторного апарату
Допоможіть розробці сайту, ділитися статтею з друзями!
Зварювальне обладнання на сьогоднішній день представлено безліччю різновидів. Але найбільшу популярність серед домашніх майстрів отримали інверторні апарати в силу своєї компактності та універсальності. Зварювальний інвертор є обладнанням, що дозволяє майстру виконувати різного роду зварювальні роботи. Але щоб проводити їх якісно, недостатньо мати дорогий агрегат, потрібно ще й навчитися користуватися зварювальним апаратом.
Установка і підключення агрегату
Щоб ефективно і безпечно використовувати інвертор, перш за все, необхідно правильно підготувати його до роботи. Цей процес проводиться в кілька етапів. Перше завдання - це встановлення та підключення агрегату. Установка інвертора повинна виконуватися за певними правилами:
- агрегат потрібно розміщувати так, щоб він знаходився на відстані не менше 2 м від стін або будь-яких предметів;
- апарат повинен бути обов'язково заземлений;
- місце зварювання потрібно вибирати так, щоб воно було далеко від займистих предметів;
- варити рекомендується або на вільному майданчику, або на столі з металу.
Підключити інвертор можна як до побутової мережі (220 В), так і до мережі, з напругою 380 В, яка зазвичай використовується на виробництві. Якщо передбачається використовувати агрегат далеко від електричних мереж, то його можна підключити до генератора, дизельному або бензиновому.
Підключення до електромережі
Підключення зварювального апарату до побутової електромережі нерідко викликає проблеми. Причиною їх виникнення може бути стара проводка або недостатній діаметр її проводів. Зазвичай проводка розрахована на струм до 16 А. А оскільки всі увімкнені прилади в будинку можуть перевищити це значення, то в цілях безпеки встановлюються автоматичні вимикачі (автомати). Тому при підключенні необхідно знати потужність зварювального апарату, щоб він не викликав спрацьовування автомата.

Підключення інвертора до побутової мережі
Також слід звернути увагу на просідання мережі. Якщо при включенні інвертора ви помітите зниження напруги в електромережі, то це говорить про недостатній перерізіпроводів. В такому випадку необхідно виміряти, до яких значень знижується напруга. Якщо воно падає до значень нижче мінімальних, з якими може працювати інвертор (вказано в інструкції), то підключати апарат до такої мережі не можна.
Використання подовжувача
Мережевий кабель, під'єднаний до инвертору, відповідає всім вимогам по потужності і не викликає проблем при підключенні. Але якщо його довжини не вистачає, то слід підбирати подовжувач з перетином дроту не менше 2, 5 мм 2 і довжиною не більше 20 метрів. Таких параметрів подовжувача буде досить, щоб інвертор міг працювати з струмом до 150 А.
Слід пам'ятати, що при підключенні апарата до мережі через перенесення її частину, не слід тримати змотаною, оскільки при увімкненні вона перетвориться в котушку індуктивності. В результаті провідники перегріються, і подовжувач вийде з ладу.

Підключення до генератора
У випадках, коли немає можливості підключити апарат до електромережі, можна під'єднати його до генератора, що працює або на бензині, або на дизельному паливі. Найбільшого поширення набули бензинові електростанції. Але для підключення зварювальних апаратів підходять не всі з них. Щоб інвертор міг ефективно працювати, генератор повинен мати потужність не менше 5 кіловат і видавати стабільну напругу на виході. Перепади в напрузі можуть вивести сварочник з ладу.
Також слід враховувати, з яким діаметром електрода ви будете працювати. Наприклад, якщо електрод буде мати діаметр 3 мм, то потрібно робочий струм близько 120 А з напругою дуги 40 В. Якщо розрахувати потужність зварювального інвертора (120 х 40 = 4800), то отримаємо значення 4, 8 кВт. Оскільки це буде споживана потужність, то електростанція, здатна видавати лише 5 кВт, буде працювати на межі своїх можливостей, що значно знизить її термін служби. Тому генератор потрібно вибирати з деяким запасом по потужності, приблизно на 20-30% вища за ту, яку споживає інвертор.

Підключення зварювальних кабелів
На передній панелі інвертора розташовані 2 клеми, біля яких є маркування у вигляді знаків "+" і "-". До даних клем приєднуються зварювальні кабелі, один з яких на кінці має металевий затиск (прищіпку), а другий - тримач для електрода. І той і інший кабель може підключатися до обох клем, в залежності від методу зварювання, про що буде говоритися далі. Після підключення кабелів до апарату один з них, що має прищіпку, під'єднується до зварювального столу або до заготівлі.
У деяких випадках стандартної довжини кабелів може не вистачати, наприклад, при роботах на висоті. У таких ситуаціях виникає питання: чи можна подовжити зварювальний кабель? Професіонали не радять цього робити, особливо, якщо це стосується инверторного апарату. Пояснити цей факт можна тим, що кожен кабель має певні характеристики опору. Тому неминучі "витоку" напруги і сили струму по всій його довжині. Отже, чим більше довжина кабелю, тим сильніше просідає напруга.
Якщо спробувати компенсувати втрати напруги і сили струму додатком значень на панелі агрегату, то цей захід, швидше за все, виведе електроніку інвертора з ладу. Виходить, що простіше піднести апарат ближче до робочого місця зварника, ніж витратити чималу суму на ремонт агрегату після подовження кабелів.

Налаштування апарату
Від того, чи коректно проведена настройка зварювального інвертора, залежить якість зварювальних робіт, особливо це стосується правильного вибору електродів. Також слід враховувати:
- глибину зварювального шва;
- розташування шва в просторі (вертикальне чи горизонтальне);
- марку або тип зварюється;
- товщину металу і т.д.
Слід знати, що під кожен тип металу випускаються відповідні електроди. З инверторами можна використовувати електроди діаметром до 5 мм. Але під кожну товщину оснащення необхідно підбирати відповідну їй силу зварювального струму. Щоб правильно налаштувати зварювальний апарат, можна скористатися таблицею, наведеною нижче.
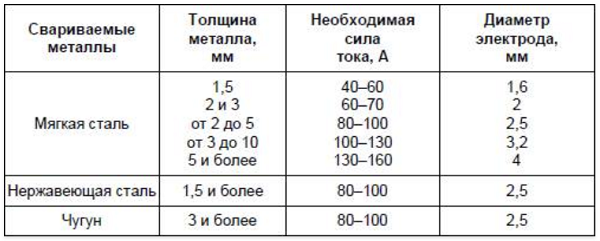
Наприклад, якщо вам належить варити інвертором м'яку сталь товщиною 5 мм, то слід підібрати електрод 3 мм, а на апараті виставити силу струму, яка дорівнює 100 А. Після пробної зварювання силу струму можна підкоригувати, тобто зменшити або збільшити.
Заходи безпеки при роботі
Встановлені правила безпеки, можна сказати, написані "кров'ю" постраждалих, і тому нехтувати ними суворо забороняється. Від їх дотримання залежить здоров'я і життя не тільки оператора зварювального обладнання, а й оточуючих його людей. Отже, до правил безпеки можна віднести наступне.
- Перед початком роботи слід перевірити цілісність ізоляції на всіх проводах і кабелях, приєднаних до апарату. Також необхідно перевірити справність обладнання, а саме, переконатися, що напруга холостого ходу дорівнює нулю. В даному випадку повинна бути справна система, яка відключає напругу на електроді, коли апарат простоює.
- Перед підключенням обладнання слід перевірити електричну мережу під навантаженням (виміряти діапазон просідання).
- Для захисту сітківки очей від ультрафіолетового випромінювання, що виникає при горінні зварювальної дуги, необхідно застосовувати захисну маску (щиток) або спеціальні окуляри. Не так давно у продажу з'явилися зварювальні маски і окуляри зі склом "хамелеонами", які автоматично затемняются при попаданні на них яскравого випромінювання. Окуляри або маску повинен одягати не тільки зварювальник, але і його помічник.

- Якщо зварювальні роботи проводяться в закритому приміщенні, то для захисту органів дихання та запобігання отруєння шкідливими газами застосовують респіратори зі змінними картриджами або маски, через які примусово подається очищене повітря.
- Для захисту рук від бризок металу використовують спеціальні рукавички - краги зварника.

- Для захисту тіла використовують комбінезони, куртки та штани з вогнетривкої тканини.
- Для захисту ніг потрібно одягати високі черевики, щоб виключити потрапляння в них іскор металу. Черевики повинні прикриватися зверху штанами.
- Робоче місце повинно бути добре освітлене.
- Під ногами зварника повинен бути гумовий килимок або дерев'яний настил, що запобігають людини від ураження електричним струмом.
- Навколо робочого місця не повинно знаходитися жодних сторонніх предметів, через які можна спіткнутися.
- Поблизу робочого місця повинен знаходиться пісок і вогнегасник для своєчасного гасіння вогнища загоряння.
- Заземлення зварювального апарату є обов'язковою умовою.
Якщо правила безпеки вже вивчені, то можна приступати до ознайомлення з тим, як правильно працювати електрозварюванням.
вибір полярності
Не секрет, що процес плавлення металу відбувається через високу температуру електричної дуги, що виникає між зварюваних матеріалом і електродом. При цьому кабель з тримачем для електрода і кабель маси (з прищіпкою) приєднані до різних клем апарату. Щоб правильно підключити кабелю, необхідно розуміти, в яких випадках вони міняються місцями.
При зварюванні інвертором або будь-яким іншим зварювальним агрегатом використовується пряма і зворотна полярність підключення кабелів до апарату. Прямий полярністю прийнято називати підключення, коли кабель з електродом приєднується до мінуса, а зварюваний метал - до плюса.
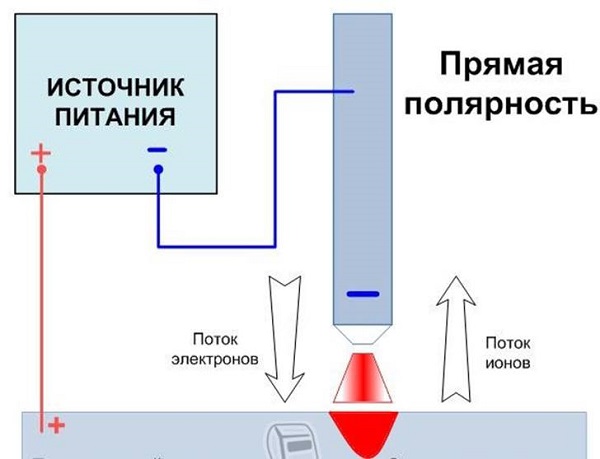
Такий спосіб підключення дозволяє металу добре прогріватися, чому шов виходить глибоким і якісним. Метод прямої полярності використовують при варінні товстих металевих виробів.
Зворотній полярність має на увазі підключення електродного кабелю до плюса, а кабелю маси - до мінуса.

При такому підключенні метал прогрівається менше, а шов повчає ширшим. Зворотну полярність прийнято використовувати при варінні тонких металевих виробів, щоб виключити наскрізний прожиг деталі.
Вибір зварювального струму
Зварювальний струм вибирається з урахуванням товщини металу, який підлягає зварюванню, і діаметра присадки. Для простоти розрахунків можна використовувати таблицю, яка була приведена вище, в розділі, де говорилося про налаштування агрегату. Також при виборі оптимальної сили струму слід пам'ятати правило: чим вище сила струму, тим глибше виходить шов, і тим швидше можна переміщати електрод. Тому потрібно домогтися ідеального співвідношення швидкості руху присадки і сили струму, щоб шов мав необхідну опуклість і глибину, достатню для хорошого зварювання кромок деталей.
Порада! Після підключення до апарату нових кабелів, що не перевищують рекомендовану довжину, потрібно виміряти зварювальний струм, щоб дізнатися його значення і при необхідності підкоригувати.Методика роботи з різними металами
Оскільки без розпалювання дуги процес зварювання неможливий, то слід знати, що існує 2 методи зробити це:
- потрібно кілька разів стукнути по металу електродом, поки не відбудеться запалювання дуги.
- потрібно електродом, як сірником, чиркнути кілька разів по металу.
Кожен майстер підбирає найбільш зручний і відповідний спосіб запалювання дуги. Але чиркати потрібно не де попало, а вздовж лінії зварного шва, щоб на заготівлі не залишалися сліди.
Місце, в якому плавиться метал під впливом електричної дуги, називають зварювальної ванній. Щоб її рухати уздовж лінії шва, застосовують один з методів, показаних на наступному малюнку.
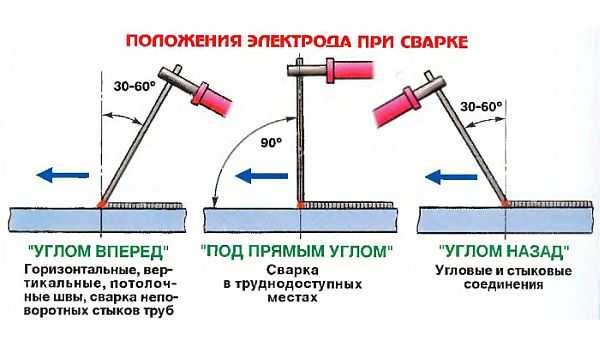
Для нормального руху ванни електрод нахиляється під кутом 45-50 °. Нахиляючи присадку під різними кутами, можна управляти шириною ванни. Кожен майстер підбирає оптимальний кут нахилу для отримання шва прийнятної якості.
Порада! Рух ванни полегшується, якщо в апараті є функція "форсаж дуги", яка не дає їй згаснути.Електрод може приймати положення кутом назад або кутом вперед. Щоб отримати широкий шов, використовується нахил оснащення кутом вперед, оскільки при такому способі виходить менше нагрівання. Даним методом варять тонкі метали. Товстий метал прийнято варити кутом назад.
Для зварювання кольорових металів доведеться підключити аргонову пальник до зварювального инвертору і використовувати вже не плавиться (вольфрамовий). Присадкою в даному випадку служать металеві прутки, які поміщаються на лінію шва і плавляться електричною дугою. У процесі зварювання ванна обдувається інертним газом.

Правила обслуговування инверторного апарату
Технічне обслуговування зварювального апарату інверторного типу, включає в себе наступні пункти.
- Зовнішній огляд. Його необхідно проводити кожен раз перед початком роботи і після неї для виявлення можливих пошкоджень ізоляції зварювальних кабелів і мережевого шнура. Також при зовнішньому огляді перевіряється відсутність пошкоджень корпусу і органів управління (потрібно перевірити регулятор струму).
- Проведення внутрішнього очищення агрегату. Проводиться вона після зняття кожуха з апарату для видалення з усіх його вузлів пилу і накопичених забруднень. Очищення проводиться за допомогою направленого потоку стисненого повітря на запилені деталі.
- Перевірка та зачищення клем апарату. Періодично слід перевіряти місця, до яких приєднуються силові кабелі. Якщо на клемах виявлено окислення, його слід видалити за допомогою дрібної наждачки.
Також слід уникати потрапляння на інверторний зварювальний апарат крапель води, водяної пари та інших рідин, здатних проникнути всередину агрегату і доторкнутися до небезпечних електричних. Якщо будь-яка рідина все ж проникла в апарат, то слід зняти з нього кожух і видалити всю вологу. Особливо ретельно слід висушити електронну плату інвертора, використовуючи звичайний фен.